一种整平机的制作方法
本技术涉及机械加工,尤其是涉及一种整平机。
背景技术:
1、整平机是将不平整的金属板材,通过上下轧辊将一定厚度的带材或板材进行挤压作用,从而达到平整的效果,整平机被广泛用于五金、电子、汽配、家具、航空、建筑、印刷等领域,主要应用于激光切开加工、火焰切开加工、工程机械制造行业、钢材加工中心等领域。
2、由于钢材在运输过程中经常会导致变形、弯曲,不能直接投入到生产当中,因此通过整平机能将金属材质物料矫正整平校平,可将材料修正成向上向下弯曲或平坦。
3、通常整平机包括整平机构和上料机构,将弯曲变向的钢材放置在上料机构上,由上料机构传输到整平机构中进行整平,而通常一批钢材运输到厂间时,需要先判断钢材是否弯曲形变,将弯曲形变的钢材挑出,并放置在上料机构上进行传输,其过程较为繁琐,需要在上料之间进行不断的检测,较为劳累。
技术实现思路
1、本技术的目的是提供一种整平机,其能减少上料之前需要进行挑拣钢材的过程,从而减少工人劳累程度。
2、本技术提供的一种整平机采用如下的技术方案:
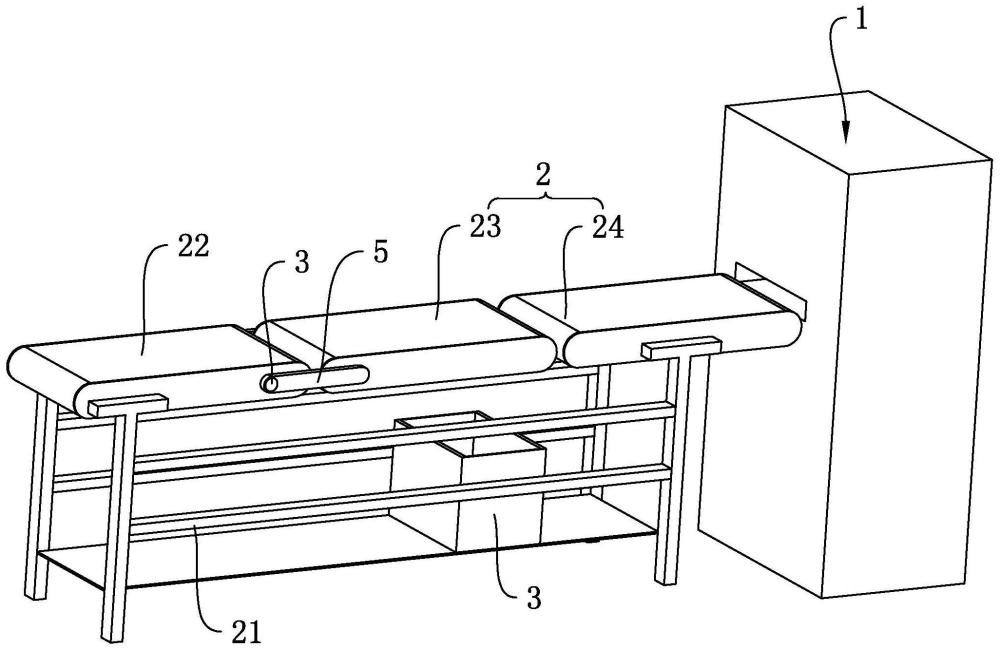
3、一种整平机,包括整平机构、送料机构和收料箱,所述送料机构包括机架、第一输送部、第二输送部和第三输送部,所述第一输送部、所述第二输送部和所述第三输送部依次连接在机架上;
4、所述第二输送部能相对所述第一输送部转动,所述第二输送部远离所述第一输送部的一端能转动至与所述第三输送部位置对应,所述第二输送部远离所述第一输送部的一端也能转动至与所述收料箱位置对应;
5、所述第三输送部与所述整平机构连接;
6、所述机架上设置有用于对钢材平整度进行检测的检测机构。
7、通过采用上述技术方案,在钢材送至厂房后,将钢材依次放置在第一输送部上,当钢材弯曲时,钢材会通过第一输送部、第二输送部和第三输送部,最终进入到整平机构中进行整平,当钢材平整时,第二输送部转动,使第二输送部与收料箱位置对应,此时钢材会通过第一输送部、第二输送部最终进入到收料箱中进行收集,从而减少了手动对钢材进行分类的步骤,增加了机械的自动化进程,从而减少了工人劳累程度。
8、可选的,所述第一输送部包括若干第一辊子,若干所述第一辊子转动连接在所述机架上,所述机架上设置有能带动若干所述第一辊子转动的驱动机构。
9、通过采用上述技术方案,采用第一辊子传输相较于采用传输带传输,传输的速度更快。且由于第一辊子与钢材之间的接触是线接触,摩擦力小,因此可以承受更高的速度;第一辊子传输的维护比传输带传输更简单。传输带传输需要定期检查、更换传输带,而第一辊子传输的维护主要集中在轴承和辊面的检查上,维护工作量相对较小。
10、可选的,所述第二输送部包括连杆和第二辊子,所述连杆转动连接在所述机架上,所述第二辊子有若干个,若干第二辊子均转动连接在所述连杆上。
11、通过采用上述技术方案,采用第二辊子传输相较于采用传输带传输,传输的速度更快。且由于第二辊子与钢材之间的接触是线接触,摩擦力小,因此可以承受更高的速度;第二辊子传输的维护比传输带传输更简单。传输带传输需要定期检查、更换传输带,而第二辊子传输的维护主要集中在轴承和辊面的检查上,维护工作量相对较小。
12、可选的,所述第三输送部包括若干第三辊子,若干所述第三辊子均转动连接在所述机架上。
13、通过采用上述技术方案,采用第三辊子传输相较于采用传输带传输,传输的速度更快。且由于第三辊子与钢材之间的接触是线接触,摩擦力小,因此可以承受更高的速度;第三辊子传输的维护比传输带传输更简单。传输带传输需要定期检查、更换传输带,而第三辊子传输的维护主要集中在轴承和辊面的检查上,维护工作量相对较小。
14、可选的,所述驱动机构包括第一齿轮、第二齿轮、第三齿轮、第四齿轮、第五齿轮和第六齿轮,所述第一齿轮有若干个,每个所述第一辊子上均固定连接有所述第一齿轮,每个所述第二辊子上均固定连接有所述第二齿轮,每个所述第三辊子上均固定连接有所述第三齿轮;
15、相邻所述第一齿轮之间、相邻所述第二齿轮之间、相邻所述第三齿轮之间均啮合一个所述第四齿轮;
16、所述第一齿轮和相邻所述第二齿轮之间啮合一个所述第五齿轮,所述第二齿轮与相邻所述第三齿轮之间啮合一个所述第六齿轮。
17、通过采用上述技术方案,通过第一齿轮、第二齿轮、第三齿轮、第四齿轮、第五齿轮和第六齿轮的设置,从而使第一辊子、第二辊子、第三辊子能同步同向进行转动,且使用齿轮传动,传动稳定。
18、可选的,所述连杆上固定连接有滑杆,所述第六齿轮套设在所述滑杆上且能沿所述滑杆轴线方向滑动,所述机架上安装有用于带动所述第六齿轮转动的滑动机构。
19、通过采用上述技术方案,通过滑杆的设置,使第二齿轮能在滑杆上滑动,从而在转动连杆之前,先使第六齿轮与第二齿轮和第三齿轮脱离配合,从而方便连杆转动,减少连杆转动的困难程度。
20、可选的,所述滑动机构包括连接在所述第六齿轮上的驱动块和安装在所述机架上伸缩件,所述驱动块上开设有导向凹槽,所述伸缩件能与所述导向凹槽内壁接触。
21、通过采用上述技术方案,通过伸缩件推动驱动块移动,从而带动第六齿轮滑动,其运作过程简单,操作方便且方便安装。
22、可选的,所述第六齿轮与所述之间设置有第一弹性件,所述第一弹性件一端作用在所述第六齿轮上,所述第一弹性件另一端作用在所述滑杆上。
23、通过采用上述技术方案,当第六齿轮向远离机架方向滑动时,第一弹性件发生弹性形变,当第六齿轮需要复位时,第一弹性件复原,带动第六齿轮复位,减少手动带动第六齿轮复位,增加整平机的自动化程度。
24、可选的,所述连杆包括滑动部和转动部,所述转动部上开设有伸缩槽,所述滑动部插入所述伸缩槽内且能在所述伸缩槽内滑移;
25、所述第五齿轮转动连接在所述滑动部上;
26、所述滑动部与所述伸缩槽内壁之间设置有第二弹性件,所述第二弹性件一端作用在所述滑动部上,所述第二弹性件另一端作用在所述伸缩槽内壁上。
27、通过采用上述技术方案,通过滑动部和转动部的设置,在伸缩件伸长的过程中,使滑动部移动,从而使滑动部带动第五齿轮移动,使第五齿轮与第一齿轮脱离配合,进而进一步减少了连杆转动的困难程度。
28、综上所述,本技术包括以下至少一种有益技术效果:
29、1.在钢材送至厂房后,将钢材依次放置在第一输送部上,当钢材弯曲时,钢材会通过第一输送部、第二输送部和第三输送部,最终进入到整平机构中进行整平,当钢材平整时,第二输送部转动,使第二输送部与收料箱位置对应,此时钢材会通过第一输送部、第二输送部最终进入到收料箱中进行收集,从而减少了手动对钢材进行分类的步骤,增加了机械的自动化进程,从而减少了工人劳累程度;
30、2.采用第一辊子传输相较于采用传输带传输,传输的速度更快。且由于第一辊子与钢材之间的接触是线接触,摩擦力小,因此可以承受更高的速度;第一辊子传输的维护比传输带传输更简单。传输带传输需要定期检查、更换传输带,而第一辊子传输的维护主要集中在轴承和辊面的检查上,维护工作量相对较小;
31、3.通过滑杆的设置,使第二齿轮能在滑杆上滑动,从而在转动连杆之前,先使第六齿轮与第二齿轮和第三齿轮脱离配合,从而方便连杆转动,减少连杆转动的困难程度。
- 还没有人留言评论。精彩留言会获得点赞!