大悬长薄壁零件车削工装及加工方法与流程
本发明涉及航空发动机机械加工领域,特别地,涉及一种大悬长薄壁零件车削工装及加工方法。
背景技术:
1、随着新一代航空发动机的发展,零件的集成度越来越高,轴承座类零件结构越来越复杂,长度越来越长,考虑到发动机减重,零件在满足使用强度的前提下,壁厚越来越薄。大悬长、薄壁等特殊性结构导致零件加工刚性差、加工难度大幅提升。某型发动机4#轴承座材料为钛合金,总长为370mm、最大外圆直径φ203mm,加工中让刀严重、涨圈槽加工时振刀现象极为严重,尺寸及外观不合格。
2、公开号为cn107297635a的专利公开了一种薄壁变形零件的车削夹具,包括用于承载待加工零件并装配在机床主轴上随机床主轴转动的底座以及用于将待加工零件压紧于底座上的压紧机构,底座上设有多组偏心装配于底座上用于通过旋转以沿待加工零件径向与产生应力变形后的待加工零件的定位面紧密接触并通过锁紧以对待加工零件形成径向限定的偏心定位机构;多组偏心定位机构从至少三个方向对待加工零件进行转动调节接触和锁紧固定。
3、上述方案中的压紧机构虽然能够在车削过程中对薄壁零件起到一定的支撑作用,但是这样的压紧机构为了支撑零件设置了通过旋转以沿待加工零件径向与产生应力变形后的待加工零件的定位面紧密接触并通过锁紧以对待加工零件形成径向限定的偏心定位机构,这样的定位机构只能安装在零件的内部,并且必须位于零件的轴线上,这就要求零件的内腔有足够大的安装空间,当零件的内部空间较小,或者零件内腔和两端有部分结构延伸到轴线位置时,无法应用上述的方案进行支撑。
技术实现思路
1、本发明提供了一种大悬长薄壁零件车削工装及加工方法,以解决内部空间较小的大悬长薄壁零件在车削加工时易出现尺寸超差的技术问题。
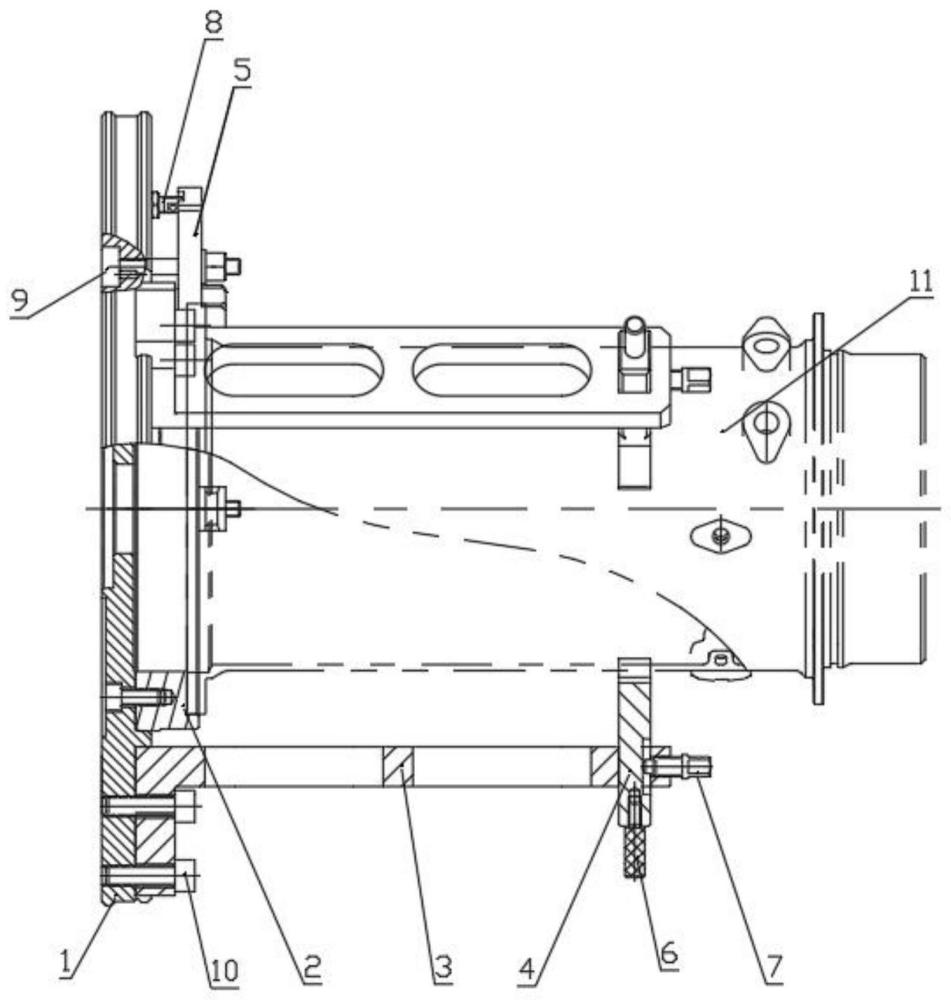
2、根据本发明的一个方面,提供一种大悬长薄壁零件车削工装,包括底板、夹持单元和支撑单元;底板用于与主轴同轴连接,底板上形成有用于对零件定位的轴向定位面和径向定位面,夹持单元用于对零件施加朝向轴向定位面的轴向作用力,支撑单元用于对零件施加朝向轴线的径向作用力;支撑单元包括辅助支撑底座、支撑块以及锁紧件,辅助支撑单元与底板可拆卸连接,支撑块沿径向与辅助支撑底座滑动配合,支撑块的一端形成有用于支撑零件外壁的支撑面,锁紧件设置在辅助支撑底座上,锁紧件抵紧支撑块的表面对支撑库施加轴向的挤压力,使径向方向上锁紧件相对于支撑件的摩擦力与零件相对于支撑件的挤压力平衡。
3、可选的,所述支撑块上沿径向开设有定位槽,锁紧件伸入到定位槽内与定位槽槽底抵紧,定位槽长度与零件径向尺寸匹配。
4、可选的,所述支撑块包括滑动部和支撑部,定位槽设置于滑动部上,支撑面在支撑部上设置有两个,两支撑面对称设置于定位槽的两侧。
5、可选的,所述支撑单元绕主轴周向均匀间隔设置有多个,所述夹持单元绕主轴周向均匀间隔设置有多个,支撑单元与夹持单元错位设置使支撑单元和夹持单元位于同一环形区域内。
6、可选的,所述夹持单元包括夹持座、夹持块以及夹持杆,所述夹持座与底板连接,夹持块一端与夹持座铰接、夹持块另一端用于压紧零件,所述夹持杆一端与底板连接,夹持杆另一端穿过夹持块并螺纹连接有锁紧螺母。
7、可选的,所述夹持座沿轴向与底板活动连接,使夹持座相对于底板的高度可调节。
8、可选的,所述底板包括基座和定位圈,所述定位圈与基座可拆卸连接,定位圈上形成有定位槽,定位槽的底面为轴向定位面,定位槽的侧壁为径向定位面,定位槽的尺寸与零件尺寸适配。
9、根据本发明的另一方面,还提供了一种大悬长薄壁零件加工方法,加工工艺路线依次包括:零件前端安装边粗加工、零件后端粗加工及精加工、零件前端安装边精加工;零件后端粗加工及精加工包括如下步骤:将零件前安装到底板上,并使用夹持单元夹持零件前端以初步固定零件;打表找正零件基准圆,使用夹持单元将零件压紧固定在底板上;绕零件周向安装多个支撑单元,使支撑单元对零件外壁进行支撑;对后端粗加工及精加工。
10、可选的,所述将零件前安装到底板上,并使用夹持单元夹持零件前端以初步固定零件的步骤前,还包括如下步骤:调节夹持座的位置使夹持座支撑端与底板的距离大于零件被夹持面与底板的距离。
11、可选的,所述绕零件周向安装多个支撑单元,使支撑单元对零件外壁进行支撑包括如下步骤:安装支撑底座,在安装支撑底座的过程中,支撑块与零件不接触;调节支撑块的位置,使支撑块与零件表面接触,并通过锁紧件锁紧支撑块;在对一个支撑底座上的支撑块进行调节和锁定后,按照十字形或对角线的顺序交替调节并锁定其他支撑底座上的支撑块。
12、综上所述,本申请包括以下至少一种有益技术效果:
13、1.通过设置夹持单元和支撑单元可以更好地支撑和固定零件从而减少由于不均匀支撑导致的振动或变形,进而提升加工精度,同时本方案的支撑单元和夹持单元能够设置在零件外,在零件内腔没有安装夹具的空间时也能够使用;
14、2.通过辅助支撑单元,支撑块的滑动配合和支撑面的设计有效减少了零件在加工过程中的振动和变形。锁紧件施加轴向挤压力,平衡了径向方向上的摩擦力,使得支撑件与零件之间的力平衡,确保在加工过程中零件与支撑件之间的稳定接触,最终提升了加工精度和可靠性。此设计还具有拆卸连接的便捷性,方便维护和更换支撑单元;
15、3.通过在支撑块上设置定位槽,并使锁紧件伸入与定位槽槽底抵紧,实现了对零件的精准定位和牢固锁紧。这种设计确保了零件在加工过程中的位置精确稳定,减少了因位置偏移造成的加工误差。定位槽的长度与零件径向尺寸的匹配进一步增强了这种定位精度,为高精度加工提供了可靠的物理支撑,从而有效提升了加工质量和效率。
16、4.根据零件的特点和刚性要求,优化加工顺序和方法。通过首先加工对刚性影响最大的区域,可以在零件整体刚性较高时进行这些关键加工步骤,从而提高最终加工精度。
17、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
技术特征:
1.一种大悬长薄壁零件车削工装,其特征在于:
2.根据权利要求1所述的大悬长薄壁零件车削工装,其特征在于:
3.根据权利要求2所述的大悬长薄壁零件车削工装,其特征在于:
4.根据权利要求3所述的大悬长薄壁零件车削工装,其特征在于:
5.根据权利要求4所述的大悬长薄壁零件车削工装,其特征在于:
6.根据权利要求5所述的大悬长薄壁零件车削工装,其特征在于:
7.根据权利要求6所述的大悬长薄壁零件车削工装,其特征在于:
8.一种大悬长薄壁零件加工方法,使用权利要求1-7任一项所述的大悬长薄壁零件车削工装,其特征在于:
9.根据权利要求7所述的大悬长薄壁零件加工方法,其特征在于:
10.根据权利要求8所述的大悬长薄壁零件加工方法,其特征在于:
技术总结
本申请公开了一种大悬长薄壁零件车削工装及加工方法,属于航空发动机机械加工领域,其中大悬长薄壁零件车削工装,包括底板、夹持单元和支撑单元;底板用于与主轴同轴连接,底板上形成有用于对零件定位的轴向定位面和径向定位面,夹持单元用于对零件施加朝向轴向定位面的轴向作用力,支撑单元用于对零件施加朝向轴线的径向作用力;支撑单元包括辅助支撑底座、支撑块以及锁紧件,辅助支撑单元与底板可拆卸连接,支撑块沿径向与辅助支撑底座滑动配合,支撑块的一端形成有用于支撑零件外壁的支撑面,锁紧件设置在辅助支撑底座上。本申请具有提升大悬长薄壁零件车削精度的效果。
技术研发人员:张甲甲,周贝,李倍倍,王时洋,陈凯,罗光炯,周永春
受保护的技术使用者:中国航发南方工业有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!