一种金属加注管总成焊接装置的制作方法
本发明属于汽车燃油箱系统领域,具体涉及一种金属加注管总成焊接装置。
背景技术:
1、随着经济的发展,汽车产业产能扩大,汽车主机厂对零部件质量的要求提高,尤其是像金属燃油加注管总成这样的产品在产能、产品质量的一致性上都提出更高的要求。金属燃油加注管总成是燃油进入油箱的通道,焊接完成后通过快速接头、加油软管等和燃油系统上的零件进行连接。当前金属燃油加注管总成的焊接通常采用分段式焊接,主要是焊接完成口座后,再对支架或者通气管、加注管等进行焊接。由于加注管口部是圆的,稍不注意,容易造成空间尺寸超差。
技术实现思路
1、本发明的目的是提供一种金属加注管总成焊接装置,能够通过一次性操作将金属加注管总成所需要的零部件用一个焊接装置组焊起来,提高产品质量一致性和生产效率。
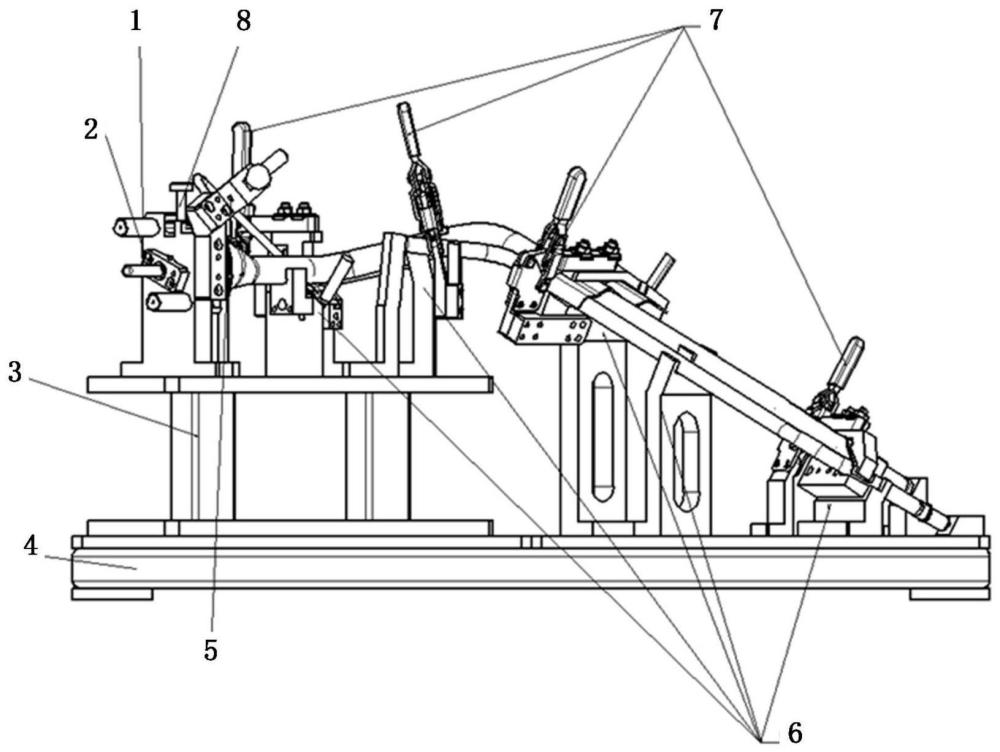
2、本发明的一个方面提供一种金属加注管总成焊接装置,包括加注管口座定位装置、加注管口部阀体定位装置、支撑座、底座、口座限位块、管子和支架定位装置、锁紧装置、加注管限位装置、循环管极限位置限位装置、通气管尾部限位块、加注管尾部限位块、循环管尾部限位块以及加注管总成;
3、所述加注管总成包括加注管口座、循环管、支架、通气管、加注管、导流阀;
4、所述加注管口座定位装置用于固定加注管口座相对于加注管之间的相对位置,包括口座定位销和加注管口部定位块,所述口座定位销用于固定所述加注管口座,所述加注管口部定位块用于固定所述加注管的口部;所述加注管口部阀体定位装置固定设置于所述加注管口部定位块上,用于固定加注管口部的导流阀与所述加注管之间的相对位置;
5、所述支撑座用于固定加注管口座定位装置、加注管口部阀体定位装置、口座限位块、管子和支架定位装置、锁紧装置、加注管限位装置、循环管极限位置限位装置;所述底座用于固定支撑座、管子和支架定位装置、锁紧装置;
6、所述口座限位块固定设置于所述加注管口部定位块上,用于固定加注管口座相对于加注管口部的相对位置;所述管子和支架定位装置用于固定加注管总成的支架、循环管、通气管、加注管的位置;所述锁紧装置用于锁紧固定所述支架;
7、所述加注管限位装置固定设置于所述加注管口部定位块上,用于固定加注管的口部;所述循环管极限位置限位装置固定设置于所述加注管口部定位块上,用于限定循环管的极限位置;所述通气管尾部限位块用于限定通气管尾部的极限位置;所述加注管尾部限位块用于限定加注管尾部的极限位置;所述循环管尾部限位块用于限定循环管尾部的极限位置。
8、优选地,所述加注管口部阀体定位装置包括:阀体定位杆,用于固定所述导流阀的位置;阀体伸出位置定位块,用于固定导流阀相对于加注管的位置,其中,所述加注管口部定位块用于固定阀体定位杆和阀体伸出位置定位块。
9、优选地,所述支架包括第一异形支架、第二异形支架、第三异形支架;
10、所述管子和支架定位装置包括:第一支架定位组合件,用于固定加注管总成中的第一异形支架;通气管口部限位块,用于限定通气管的极限位置;第二支架定位组合件,用于固定加注管总成中的第二异形支架;第三支架定位组合件,用于固定加注管总成中的第三异形支架;管子定位块,用于限定循环管、通气管和加注管的相对位置。
11、优选地,所述锁紧装置包括第一锁紧定位块、锁紧把、第二锁紧定位块、第三锁紧定位块、锁紧装置支撑块;
12、第一锁紧定位块、第二锁紧定位块、第三锁紧定位块用于固定压紧所述支架,所述锁紧把用于在焊接过程中固定第一锁紧定位块、第二锁紧定位块、第三锁紧定位块,第一锁紧定位块、锁紧把、第二锁紧定位块、第三锁紧定位块均固定在对应的锁紧装置支撑块上。
13、优选地,所述加注管限位装置包括:口部定位装置,用于定位口部;口部定位轴,用于连接口部定位装置;口部定位扳手,用于扳动口部定位装置。
14、优选地,所述循环管极限位置限位装置包括循环管定位块、循环管定位支撑座、循环管定位装置手柄,其中,循环管定位块能够在循环管定位支撑座中滑动;循环管定位支撑座固定设置在加注管口部定位块上,用于固定循环管定位块;循环管定位装置手柄用于固定循环管定位块的极限位置。
15、根据本发明上述方面的金属加注管总成焊接装置,能够通过一次性操作将金属加注管总成所需要的零部件用一个焊接装置组焊起来,提高产品质量一致性和生产效率。
技术特征:
1.一种金属加注管总成焊接装置,其特征在于,包括加注管口座定位装置、加注管口部阀体定位装置、支撑座、底座、口座限位块、管子和支架定位装置、锁紧装置、加注管限位装置、循环管极限位置限位装置、通气管尾部限位块、加注管尾部限位块、循环管尾部限位块以及加注管总成;
2.如权利要求1所述的金属加注管总成焊接装置,其特征在于,所述加注管口部阀体定位装置包括:阀体定位杆,用于固定所述导流阀的位置;阀体伸出位置定位块,用于固定导流阀相对于加注管的位置,其中,所述加注管口部定位块用于固定阀体定位杆和阀体伸出位置定位块。
3.如权利要求1或2所述的金属加注管总成焊接装置,其特征在于,所述支架包括第一异形支架、第二异形支架、第三异形支架;
4.如权利要求1-3中任一项所述的金属加注管总成焊接装置,其特征在于,所述锁紧装置包括第一锁紧定位块、锁紧把、第二锁紧定位块、第三锁紧定位块、锁紧装置支撑块;
5.如权利要求1-4中任一项所述的金属加注管总成焊接装置,其特征在于,所述加注管限位装置包括:口部定位装置,用于定位口部;口部定位轴,用于连接口部定位装置;口部定位扳手,用于扳动口部定位装置。
6.如权利要求1-5中任一项所述的金属加注管总成焊接装置,其特征在于,所述循环管极限位置限位装置包括循环管定位块、循环管定位支撑座、循环管定位装置手柄,其中,循环管定位块能够在循环管定位支撑座中滑动;循环管定位支撑座固定设置在加注管口部定位块上,用于固定循环管定位块;循环管定位装置手柄用于固定循环管定位块的极限位置。
技术总结
本发明公开了一种金属加注管总成焊接装置,包括加注管口座定位装置、加注管口部阀体定位装置、支撑座、底座、口座限位块、管子和支架定位装置、锁紧装置、加注管限位装置、循环管极限位置限位装置、通气管尾部限位块、加注管尾部限位块、循环管尾部限位块以及加注管总成,焊接时依次将加注管总成上的零件摆放在管子和支架定位装置上,通过加注管口座定位装置、加注管口部阀体定位装置、锁紧装置、加注管限位装置、循环管极限位置限位装置将需要焊接的加注管总成零部件锁紧在焊接装置上,焊接完成后松开依次松开上述装置,取出加注管。本发明能够通过一次性操作将金属加注管总成零部件用一个焊接装置组焊起来,提高产品质量一致性和生产效率。
技术研发人员:张晓霞,周祖均,余能,明安均,彭岗,段泓宇
受保护的技术使用者:泸州发展机械有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!