一种压销子快换工具的制作方法
本发明属于一种装配工具,具体涉及一种压销子快换工具。
背景技术:
1、在销子装配中,需销子与产品一般为过盈配合即紧度配合。一般销子直径在8mm以下,长度12mm以下,在装配过程中人手不能直接固定销子,并且对于压销子的压入深度要求也不能做到精确控制,销子有压歪、深度超过要求,造压销子失败,质量不稳定的情况,这就需要一种压销子的工装辅助完成压销子的工作。
技术实现思路
1、本发明的目的是:提供了一种压销子快换工具。本发明可有效降低加工时间,能稳定压销子质量,并能在不同型号销子之间通用。
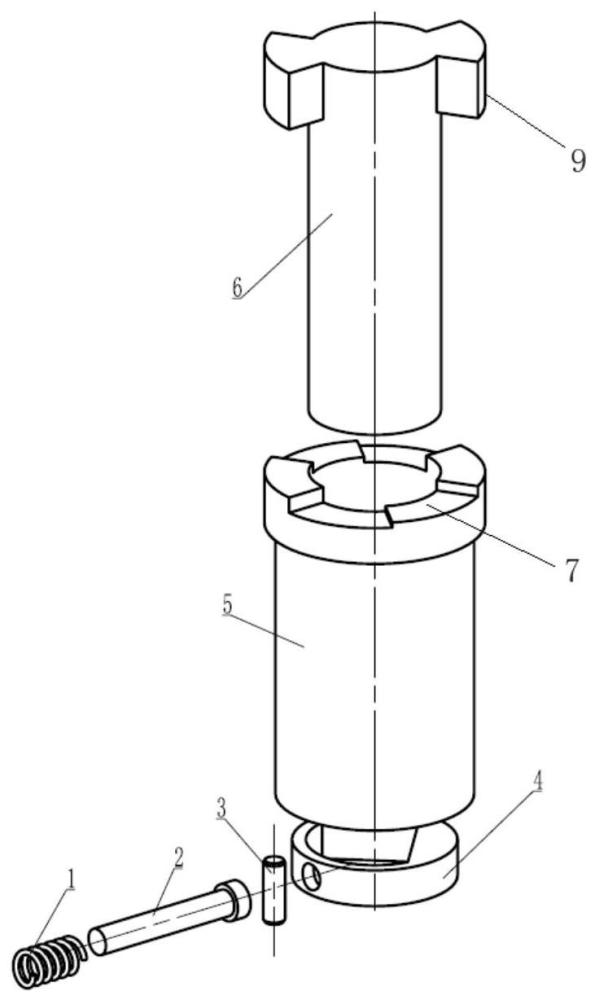
2、本发明的技术方案是:一种压销子快换工具,包括快换套筒,快换套筒顶端端面设有限位台阶面,快换套筒下方设有支架,支架沿轴向设有贯通的v型槽,支架上还设有用于将销子压靠于v型槽内的压紧组件;快换套筒内滑动连接有芯椎,芯椎顶端设有限位凸台,限位凸台沿轴向由限位台阶面限位。
3、前述的压销子快换工具中,限位台阶面包括一组以上,并沿周向呈阶梯式分布于快换套筒顶端端面;销子压入零件的深度由对应限位台阶面的轴向深度确定。
4、前述的压销子快换工具中,压紧组件包括压紧钉,压紧钉一端作为压紧端用于压靠销子,另一端穿出支架作为活动端。
5、前述的压销子快换工具中,压紧端与支架间的压紧钉上套有弹簧。
6、前述的压销子快换工具中,快换套筒与支架间为分体式结构。
7、前述的压销子快换工具中,快换套筒底端还设有定位槽,定位槽能扣于支架上。
8、前述的压销子快换工具中,快换套筒与支架间为一体式结构。
9、前述的压销子快换工具中,快换套筒底端外径大于支架外径。
10、本发明的优点是:本发明提供了压销子时的一种可靠工具,并且在一定销子尺寸范围内实现快速换型。支架的v型槽结构,限位台阶面的阶梯式结构可根据压销子的插入深度要求进行制作实现快速转换,减少加工准备时;特有的弹簧压紧结构能解放双手,减少砸伤手的风险;支架特有的v型槽结构能保证销子始终是竖直方向,保证压销子时与零件端面的垂直度;特有的芯椎结构能始终保持与销子端面的接触,降低销子变形的风险;开放式的结构设计能在压销子过程中随时查看压销子的效果,便于观察;减少零件压销子失败的风险、减少销子的压伤,也提升了压销子的实物质量。
技术特征:
1.一种压销子快换工具,其特征在于:包括快换套筒(5),快换套筒(5)顶端端面设有限位台阶面(7),快换套筒(5)下方设有支架(4),支架(4)沿轴向设有贯通的v型槽(8),支架(4)上还设有用于将销子(3)压靠于v型槽(8)内的压紧组件;快换套筒(5)内滑动连接有芯椎(6),芯椎(6)顶端设有限位凸台(9),限位凸台(9)沿轴向由限位台阶面(7)限位。
2.根据权利要求1所述的压销子快换工具,其特征在于:限位台阶面(7)包括一组以上,并沿周向呈阶梯式分布于快换套筒(5)顶端端面;销子(3)压入零件的深度由对应限位台阶面(7)的轴向深度确定。
3.根据权利要求1所述的压销子快换工具,其特征在于:压紧组件包括压紧钉(2),压紧钉(2)一端作为压紧端用于压靠销子(3),另一端穿出支架(4)作为活动端。
4.根据权利要求3所述的压销子快换工具,其特征在于:压紧端与支架(4)间的压紧钉(2)上套有弹簧(1)。
5.根据权利要求1所述的压销子快换工具,其特征在于:快换套筒(5)与支架(4)间为分体式结构。
6.根据权利要求5所述的压销子快换工具,其特征在于:快换套筒(5)底端还设有定位槽(10),定位槽(10)能扣于支架(4)上。
7.根据权利要求1所述的压销子快换工具,其特征在于:快换套筒(5)与支架(4)间为一体式结构。
8.根据权利要求1所述的压销子快换工具,其特征在于:快换套筒(5)底端外径大于支架(4)外径。
技术总结
本发明公开了一种压销子快换工具。包括快换套筒(5),快换套筒(5)顶端端面设有限位台阶面(7),快换套筒(5)下方设有支架(4),支架(4)沿轴向设有贯通的V型槽(8),支架(4)上还设有用于将销子(3)压靠于V型槽(8)内的压紧组件;快换套筒(5)内滑动连接有芯椎(6),芯椎(6)顶端设有限位凸台(9),限位凸台(9)沿轴向由限位台阶面(7)限位。本发明可有效降低加工时间,能稳定压销子质量,并能在不同型号销子之间通用。
技术研发人员:许洪洋,刘野,马学品,张崇伟,汪锐,潘明泽,陈鹏,梁健,冯朝飞,段长超,杨科
受保护的技术使用者:中国航发贵州红林航空动力控制科技有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!