一种逐稿器键面辊压预成型装置及加工总成与加工方法与流程
本发明属于逐稿器键面加工,尤其涉及一种逐稿器键面辊压预成型装置及加工总成与加工方法。
背景技术:
1、逐稿器作为收获机上脱粒筛分件,其上具有多个呈阶形布置的逐稿器键面,而逐稿器键面上沿其长度方向是间隔均匀的分布有倒梯形的型槽,且型槽的底壁上是沿宽度方向间隔设置有筛孔,目前逐稿器键面加工多是采用冲压模具在原料板上逐个依顺序冲压出多个型槽,这样实现原料板加工为逐稿器键面坯件,然后需要将逐稿器键面坯件转移至冲孔模具上,而冲孔模具对依顺序对每个型槽的底壁上同步冲压出多个筛孔,直至每个型槽底壁上均冲出筛孔即可,其逐稿器键面虽然分为两个加工步骤,但每个步骤都存在多次冲压加工,故其加工效率非常低,尤其是将原料板加工为逐稿器键面坯件的过程中若是直接一次冲压成型时,会导致原料板撕裂的问题存在。
技术实现思路
1、为了解决上述技术问题,本发明的目的之一在于提供一种可将原料板迅速的预加工为波浪形板的逐稿器键面辊压预成型装置。
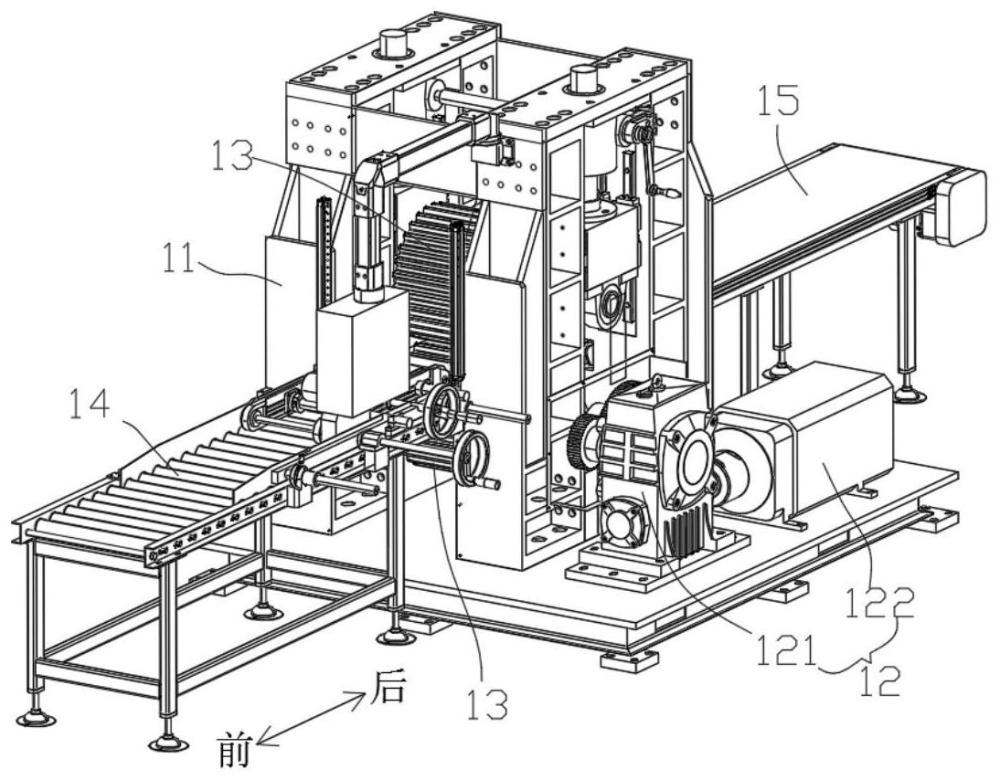
2、为了实现上述目的,本发明的技术方案如下:一种逐稿器键面辊压预成型装置,包括机架、驱动件和两个齿轮辊,两个所述齿轮辊均转动安装在所述机架上,且两个所述齿轮辊相互平行并相互啮合,所述驱动件与任意一个所述齿轮辊传动连接,其用以驱动两个所述齿轮辊转动以将经过两个所述齿轮辊之间的原料板辊压成波浪形板。
3、上述技术方案的有益效果在于:其结构简单,如此可将原料板置于经过两个齿轮辊的啮合处,此时两个齿轮辊在驱动件的驱动下反向转动,从而利用二者的相互啮合的齿条来将原料板进行挤压,原料板在挤压的同时进行输送,直至整个原料板辊压成波浪形板,由于两个齿轮辊在转动时是在原料板逐个压出波浪槽,但其在压出波浪槽的同时对原料板进行输送,故其压槽效率高,且波浪槽的规格均一性佳。
4、上述技术方案中所述机架为沿左右方向竖向设置的“n”形架,两个所述齿轮辊均沿左右方向水平设置,并沿上下方向分布,所述驱动件安装在所述机架上,所述原料板在两个所述齿轮辊之间由前向后输送。
5、上述技术方案的有益效果在于:其结构简单,且使得原料板能水平经过两个齿轮辊之间,并在前后方向进行水平输送。
6、上述技术方案中所述驱动件包括减速箱和伺服电机,所述减速箱和伺服电机均安装在所述机架上,所述伺服电机的驱动端与所述减速箱的动力输入端传动连接,其中,位于下方的所述齿轮辊为主动齿轮辊,位于上方的所述齿轮辊为从动齿轮辊,所述减速箱的动力输出端与所述主动齿轮辊的一端传动连接。
7、上述技术方案的有益效果在于:如此使得减速箱对伺服电机的转速进行减速,以使得齿轮辊的转动减慢,从而使得两个齿轮辊对原料板的辊压效果佳。
8、上述技术方案中还包括进料输送件和出料输送件,所述进料输送件沿前后方向设置在所述机架的前方,所述出料输送件沿前后方向设置在所述机架的后方,所述进料输送件用以将原料板向后输送至两个所述齿轮辊之间进行辊压,所述出料输送件用以将辊压成型后的波浪形板向后送出。
9、上述技术方案的有益效果在于:如此使得两个齿轮辊前后进料和出料进方便,且在辊压成型时,可由进料输送件将原料板的前端托起,而由出料输送件将波浪形板的后端托起。
10、上述技术方案中所述进料输送件和出料输送件为辊式输送机或带式输送机。
11、上述技术方案的有益效果在于:其结构简单,且输送效果佳。
12、本发明的目的之二在于提供一种可将原料板先一次加工成波浪形板,然后将波浪形板一次冲压呈逐稿器键面坯件,最后将逐稿器键面坯件一次冲压处筛孔的逐稿器键面加工总成,其加工效率高。
13、为了实现上述目的,本发明的另一方案如下:一种逐稿器键面加工总成,包括冲压成型装置、冲孔装置和如上所述的逐稿器键面辊压预成型装置,所述逐稿器键面辊压预成型装置、冲压成型装置和冲孔装置在前后方向上依顺序设置,所述冲压成型装置用以对所述波浪形板进行冲压以将所述波浪形板上端的波浪槽修形为倒梯形的型槽并得到逐稿器键面坯件,所述冲孔装置用以在所述型槽的底壁上进行冲孔。
14、上述技术方案的有益效果在于:如此可利用逐稿器键面辊压预成型装置将原料板辊压成波浪形板,然后将波浪形板转移至冲压成型装置中,由其将波浪形板一次冲压为逐稿器键面坯件(由于预先将原料板加工成波浪形板,故再对波浪形板进行一次冲压成逐稿器键面坯件时不会发生材料撕裂的情况),而在对型槽的底壁进行冲孔时也可一次性对所有型槽底壁进行同步冲孔,其虽然将原料板制成逐稿器键面的过程分为三个步骤,但其加工效率成倍提高。
15、上述技术方案中所述冲压成型装置包括第一下模和第一上模,所述第一下模沿前后方向水平设置,其上端具有多个沿左右方向设置并沿前后方向间隔均匀的分布的第一模槽,所述第一模槽的断截面为倒梯形槽,所述第一上模沿前后方向水平设置在所述第一下模的上方,其下端具有多个沿左右方向设置并沿前后方向间隔均匀分布的第一模条,所述第一模条的断截面为倒梯形,多个所述第一模条和多个所述第一模槽一一对应,且多个所述第一模槽与所述波浪形板的多个波谷一一对应,所述波浪形板沿前后方向放置在所述第一下模上,且其每个波浪槽的下端分别伸入到对应所述第一模槽内,所述第一上模向下移动至压合在所述第一下模上,且多个所述第一模条伸入至对应所述第一模槽内以将所述波浪形板上方的波浪槽修形为型槽。
16、上述技术方案的有益效果在于:其结构简单,且只需将波浪形板工整的放置在第一下模上,且确保每个波浪槽的下端伸入到对应的第一模槽中,然后将第一上模下压(第一上模和第一下模共同将波浪形板夹紧),以使得波浪形槽修形为倒梯形的型槽。
17、上述技术方案中所述冲孔装置包括第二下模和第二上模,所述第二下模沿前后方向水平设置,且其上端具有多个沿左右方向设置并沿前后方向间隔均匀分布的第二模槽,所述第二模槽的断截面为倒梯形槽,多个所述第二模槽与所述逐稿器键面坯件上的多个型槽一一对应,所述第二模槽的槽底壁上沿左右方间隔设置有多个冲压孔;所述第二上模沿前后方向设置在所述第二下模的上方,所述第二上模的下端具有多个沿左右方向间隔设置并沿前后方向间隔均匀分布的第二模条,所述第二模条的断截面为倒梯形,多个所述第二模条与所述逐稿器键面坯件上的多个型槽一一对应,所述第二模条的下端沿左右方向间隔凸设有多个冲压头,每个所述第二模条上的多个冲压头与对应所述第二模槽槽底壁上的多个冲压孔一一对应并上下对齐,所述逐稿器键面坯件放置在所述第二下模上,且每个所述型槽的下端伸入到对应所述第二模槽内,所述第二上模下移至压合在所述第二下模上,并由所述冲压头插入至对应所述冲压孔内以对所述型槽的槽底壁上进行冲孔。
18、上述技术方案的有益效果在于:如此可将逐稿器键面坯件工整的放置在第二下模上,且使得每个型槽的下端落入至对应的第二模槽中,然后将第二模条下压,使得第二模条下端的冲压头均压入至对应的冲压孔内,从而实现在型槽的槽底壁上冲切出筛孔。
19、上述技术方案中所述冲压头突出于所述第二模条下端外的长度大于所述原料板的厚度。
20、上述技术方案的有益效果在于:如此可确保冲压头能将型槽的槽底壁切穿。
21、本发明的目的之三在于提供一种采用上述逐稿器键面加工总成加工逐稿器键面的加工方法。
22、为了实现上述目的,本发明的技术方案如下:一种逐稿器键面加工方法,包括如下步骤:
23、步骤1:取原料板,并采用逐稿器键面辊压预成型装置将原料板辊压为波浪形板;
24、步骤2:将所述波浪形板转移至冲压成型装置,以对所述波浪形板上端的波浪槽修形为倒梯形的型槽,并得到逐稿器键面坯件;
25、步骤3:将所述逐稿器键面坯件转移至冲孔装置,以对所述型槽的槽底壁进行冲孔以完成逐稿器键面的加工。
26、上述技术方案的技术方案有益效果在于:该逐稿器键面加工方法将逐稿器键面的加工过程分为三个步骤,且每个步骤都能一次加工成型,其加工效率高。
- 还没有人留言评论。精彩留言会获得点赞!