一种智能倒角机的制作方法
本技术涉及的倒角处理的,尤其是涉及一种智能倒角机。
背景技术:
1、倒角指的是把工件的棱角切削成一定斜面的加工。倒角是为了去除零件上因机加工工件过程中产生的毛刺,使工件的边缘平整美观,也为了便于零件装配。因此,一些工件的使用过程中,往往需要对工件的一些边角进行倒角切削,从而将位于工件边缘处的毛刺去除,以令工件达到预期效果进行使用。
2、目前,对工件进行倒角切削,一般采用半自动的倒角切削机,即通过人工手持对工件进行切削,并通过人工判断工件的切削效果,即可完成倒角切割,从而将毛刺去除。然而,这样的加工方式需要的人工介入较多,导致切削的效率偏低。
技术实现思路
1、为了改善现有的加工需要人工介入过多,导致切削的质量和效率偏低的现象,本技术提供一种提高倒角切削效率的智能倒角机。
2、本技术提供的一种智能倒角机采用如下的技术方案:
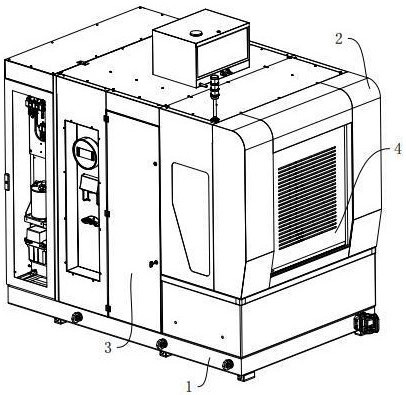
3、一种智能倒角机,包括机架,所述机架一端为物料进出端,所述机架设置有用于装设工件并进行加工的加工装置,所述机架上设置有用于装设并对工件进行切削的主轴装置以及用于驱动主轴装置进行移动的移动装置,所述移动装置包括将主轴装置沿竖直方向移动的z轴移动组件、将主轴装置沿机架的宽度方向移动的x轴移动组件以及将主轴装置沿机架的长度方向移动的y轴移动组件,所述x轴移动组件设置于所述z轴移动组件上,所述y轴移动组件设置于所述x轴移动组件上,所述主轴装置包括用于进行倒角切削的切削刀、设置于y轴移动组件上的用于夹紧或松开切削刀的夹紧组件以及设置于y轴移动组件上的用于驱动夹紧组件转动的转动组件。
4、通过采用上述技术方案,工作时,将需要使用的切削刀通过夹紧组件夹紧固定。通过驱动电卷帘门从而开启物料口,将待加工的工件装设于加工装置上,通过x轴移动组件驱动夹紧组件沿机架的宽度方向移动;通过y轴移动组件驱动夹紧组件沿机架的长度方向移动;通过z轴移动组件驱动夹紧组件沿竖直方向移动,使切削刀对齐工件需要加工的位置。通过驱动使夹紧组件转动,令切削刀沿竖直方向转动,获得需要的倒角切割角度,最后驱动转盘转动,进行倒角切削,即可通过夹紧组件沿机架的宽度方向移动、机架的长度方向移动以及竖直方向上的移动,来调节切削位置且调节精度较高,以适配不同大小以及高度的工件进行批量处理,同时通过驱动转盘转动进行切割,从而提高倒角切削工作的效率。
5、优选的,所述加工装置包括设置于机架上的主支撑座、设置于所述主支撑座上的旋转台以及设置于所述旋转台上的转盘,所述转盘上设置有用于夹紧或松开工件的夹紧件,所述转盘上套设有密封圈。
6、通过采用上述技术方案,装设工件时,通过将工件放置于转盘,使用夹紧件将工件夹紧固定,并通过密封圈使转盘与工件的连接更紧密,便于防止工件转动的过程中掉落。
7、优选的,所述z轴移动组件包括设置于所述机架上的z轴滑座、设置于所述z轴滑座上的z轴滑轨以及滑动设置于所述z轴滑座的z轴滑块,所述z轴滑轨沿竖直方向分布,所述z轴滑块与z轴滑轨滑移配合。
8、通过采用上述技术方案,对夹紧组件的高度进行调节时,通过驱动z轴滑块沿竖直方向移动,z轴移动组件带动x轴移动组件移动,x轴移动组件带动y轴移动组件移动,从而令y轴移动组件上的夹紧组件移动,即可调节夹紧组件的高度,以适配不同高度的工件。
9、优选的,所述z轴滑座上均设置有用于驱动所述z轴滑块、x轴移动组件以及y轴移动组件沿竖直方向移动的z轴驱动气缸,所述z轴驱动气缸的驱动端与z轴滑块固定连接。
10、通过采用上述技术方案,z轴滑座上升和下降的过程中通过z轴驱动气缸的伸缩起到配重的作用。
11、优选的,所述x轴移动组件包括设置于所述z轴滑块上的x轴滑轨以及设置于所述x轴滑轨上的x轴滑块,所述x轴滑轨沿机架的宽度方向分布,所述x轴滑块与x轴滑轨滑移配合。
12、通过采用上述技术方案,当驱动夹紧组件沿机架的宽度方向移动时,通过驱动x轴滑块沿机架的宽度方向移动,x轴移动组件带动y轴移动组件移动,从而带动夹紧组件沿机架的宽度方向移动。
13、优选的,所述y轴移动组件包括设置于所述x轴滑块上的y轴滑轨以及设置于所述y轴滑上的y轴滑块,所述y轴滑轨设置于x轴滑块的一侧,所述y轴滑轨沿机架的长度方向分布,所述y轴滑块沿机架的长度方向分布,所述y轴滑块与y轴滑轨滑移配合。
14、通过采用上述技术方案,当驱动夹紧组件沿机架的长度方向移动时,通过驱动y轴滑块沿机架的长度方向移动,从而带动夹紧组件沿机架的长度方向移动。
15、优选的,所述夹紧组件包括设置于所述y轴滑块上的主轴座、设置于所述主轴座上的主轴套以及套设于所述主轴套内用于夹紧或松开刀具的主轴,所述主轴套呈圆柱体状并沿竖直方向分布,所述主轴套穿设于主轴座,且所述主轴套的两端均突出于主轴座,所述主轴套内开设有轴套空腔,所述轴套空腔贯通于主轴套的两端,所述主轴设置于轴套空腔内并靠近主轴套的一端,所述主轴内开设有主轴空腔,所述主轴空腔内设置有连动杆,所述连动杆沿主轴的长度方向分布,所述连动杆设置有用于夹紧或松开切削刀的夹头。
16、通过采用上述技术方案,移动时,通过夹头将切削刀夹紧,通过x轴移动组件、y轴移动组件以及z轴移动组件将主轴上的切削刀对其至工件,即可稳定的使用切削刀进行切削。
17、优选的,所述夹头包括套设于连动杆上的夹套、套设于连动杆上的夹片座以及设置于夹片座上的弹性夹片,所述夹套内开设有夹套空腔,所述连动杆的一端伸入至夹套空腔,所述夹套空腔与连动杆连接,所述弹性夹片包括若干个夹片单元,若干个所述夹片单元环绕于所述夹片座,所述夹片单元的一端连接于夹片座,所述夹片单元的远离夹片槽的一端设置有凸块,所述凸块靠近夹套的一侧设置有引导部,所述夹套设置有与引导部相互适配的配合部,所述切削刀的一端开设有连接槽,所述连接槽的形状与夹头靠近夹紧端的一端相互适配,所述主轴的一端开设有用于装设切削刀的安装槽,所述安装槽的形状大小与切削刀的连接端形状大小相互适配,所述连接槽的槽壁设置有抵接沿,所述凸块背离夹套的一侧设置有抵接部,所述夹片座背离夹套一侧设置有用于提供弹力使凸块的抵接部与抵接沿保持抵接的弹簧。
18、通过采用上述技术方案,更换刀具时,通过驱动连动杆沿主轴的长度方向移动,使卡环带动夹头向下移动,从而使配合部与引导部相互抵接,从而使抵接沿与凸块的抵接部分离,并对凸块进行让位,从而将安装槽内的切削刀取出,并装设需更换的切削刀至安装槽中。接着通过驱动连动杆复位,使卡环带动夹头向上移动,从而使配合部与引导部相互分离,伸缩空隙变大,通过弹簧的弹力使抵接沿与凸块的抵接部保持相互抵接,从而将更换后的切削刀卡紧于安装槽内,从而方便且快速地实现切削刀的更换。
19、优选的,所述转动组件包括设置于所述y轴滑轨上用于驱动主轴沿竖直方向转动的驱动件,所述主轴座转动设置于y轴滑块上,所述主轴座沿y轴滑块宽度方向上的两端均设置有转轴,两个所述转轴呈相对设置,所述转轴分别穿设于容纳槽相互朝向的两个槽壁。
20、通过采用上述技术方案,驱动切削刀转动时,通过驱动件驱动转轴转动,从而带动主轴座转动,从而令主轴转动,使切削刀沿竖直方向转动,从而有利于调节不同的切削角度。
21、优选的,所述机架上还设置有用于存放刀具的刀具台,所述刀具台包括设置于所述主支撑座上的刀具架以及设置于所述刀具架上的刀座,所述刀具架包括支撑脚以及设置于支撑脚上的支撑板,所述支撑脚呈竖直设置,所述支撑板呈长方形设置,所述刀座设置于支撑板的一边侧,所述刀座设置有多个,多个所述刀座沿支撑板的长度方向等间距分布。
22、通过采用上述技术方案,能够方便地、及时的对刀具进行更换,同时便于对切削刀进行收纳。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.更换刀具时,通过驱动连动杆沿主轴的长度方向移动,使卡环带动夹头向下移动,从而使配合部与引导部相互抵接,伸缩空隙减小,从而使抵接沿与凸块的抵接部分离,并对凸块进行让位,从而将安装槽内的切削刀取出,并装设需更换的切削刀至安装槽中,接着通过驱动连动杆复位,使卡环带动夹头向上移动,从而使配合部与引导部相互分离,伸缩空隙变大,通过弹簧的弹力使抵接沿与凸块的抵接部保持相互抵接,从而将更换后的切削刀卡紧于安装槽内,从而方便且快速地实现切削刀的更换;
25、2.工作时,通过驱动电卷帘门从而开启物料口,将待加工的工件通过气爪夹紧固定于转盘上,通过驱动x轴滑块沿机架的宽度方向移动,通过驱动y轴滑块沿机架的长度方向移动;通过驱动z轴滑块沿竖直方向移动,同时配合z轴驱动气缸伸缩进行配重,带动y轴滑块上的主轴移动,使主轴上的切削刀对齐工件需要加工的位置,以适配不同大小以及高度的工件,且具有较高的调节精度;
26、3.通过驱动驱动件转动,并通过电机换向器使主轴沿竖直方向转动,从而令主轴上的切削刀转动,使主轴上的切削刀获得需要的倒角切割角度,接着通过驱动转盘转动,进行倒角切削,从而提高倒角切削工作的效率。
- 还没有人留言评论。精彩留言会获得点赞!