一种柱状结构拼板免焊接调整装置及方法与流程
本发明涉及机械领域的柱状结构组圆的拼板。特别是涉及一种柱状结构拼板免焊接调整装置及方法。
背景技术:
1、在现场生产中,柱状结构一般由多张圆弧板拼接而成。拼接过程中不仅要保证两张拼板之间的板壁差、圆度,还要测量每张拼板自身的垂直度,以往,施工过程中仅使用油顶、管梭等工装对柱状结构拼板下端口进行顶拉、调平,但结构上端面无相应的调整工装,只能在柱状结构对接缝两侧焊接压码、管梭等工装,再进行调整,调整完成后,切割工装,气刨清除工装留根位置焊肉,再进行打磨、探伤等施工,工序繁琐且易损伤柱状结构本体,影响产品的建造质量。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对柱状结构拼板过程中工序繁琐、调整困难、易损伤本体的问题,本发明提供了一种柱状结构拼板免焊接调整装置及方法。该方法通过免焊接调整装置,实现柱状结构拼板快速、精准定位,保护母材本体的同时,提高了生产效率和产品的建造质量,解决柱状结构组圆拼板的技术问题。
2、本发明解决技术问题所采用的方案是:
3、一种柱状结构拼板免焊接调整装置包括板壁差调整压码、纵缝拉伸器和圆度调整顶码;
4、板壁差调整压码由钩挂板和压码组成,其中,钩挂板为u型卡板、钩挂板为双头压码,在u型卡板的翼板上设置有双头压码;
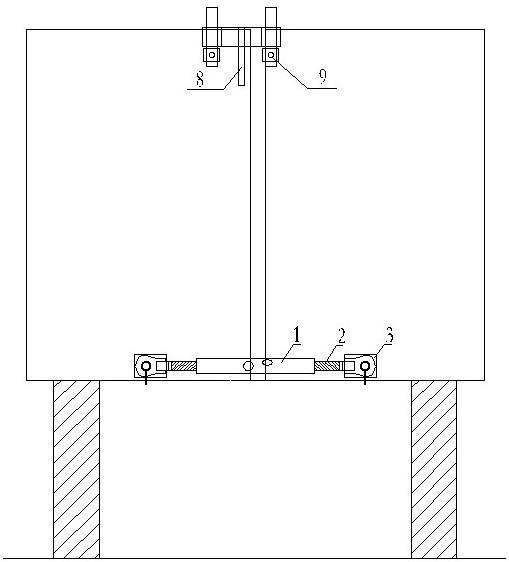
5、纵缝拉伸器由夹紧贴板和管梭组成,其中管梭为带有螺旋杆的管筒,夹紧贴板为卡板;在管筒两端设置有螺旋杆,螺旋杆分别连接卡板,卡板由夹板和螺栓组成,螺栓设置于夹板上;
6、圆度调整顶码包括凹槽和移动顶码,移动顶码装配于凹槽,其中,移动顶码由顶码和底座组成,在底座上设置有顶码。
7、为了进一步解决本发明所要解决的技术问题,本发明提供的一种柱状结构拼板免焊接调整装置及方法中,包括以下步骤:
8、步骤一:在专用组圆轨道胎上划出弧形板内圆地样轮廓线;
9、步骤二:吊装两块弧形板到轨道胎上,保证弧形板与地样轮廓线大致对齐,对接缝位置应避开轨道;
10、步骤三:在弧形板对接缝外侧两相邻轨道胎的凹槽上安装圆度调整顶码,滑动圆度调整顶码位置,使顶码尽量靠近弧形板,固定底座与轨道胎;
11、步骤四:顶撑顶码,调整弧形板与地样线重合;
12、步骤五:弧形板对接缝下端设置纵缝拉伸器,在弧形板下端纵缝两侧合适位置安装卡板,夹板的凹槽拖住弧形板下端,安装管筒和螺旋杆,两端圆孔与卡板的螺孔对正,安装旋紧螺栓对卡板进行固定,通过旋转管筒对两端圆弧板进行顶拉,调整圆弧板拼板纵缝间隙;
13、步骤六:弧形板对接缝上端设置壁差调整压码,将u型卡板钩挂在弧形板对接缝上端一侧,保证双头压码可以分别顶在两张弧形板上,利用双头压码顶压弧形板,达到调整对接缝板壁差的目的;
14、步骤七:重新测量弧形板的圆度、纵缝间隙、对接缝板壁差是否符合要求,如不符合要求,再进行微调,直至所有测量项目满足要求后,对纵缝进行定位焊接;
15、步骤八,拆除该调整装置,其他弧形板调整参照上述步骤执行。
16、积极效果,由于本发明采用在纵缝两侧和轨道胎上加装免焊接装置调整拼板的板壁差、垂直度、圆度和间隙要素,实现柱状结构拼板快速、精准调整,能够解决柱体、锥体结构传统方式拼板施工繁琐、精度低的技术问题,同时避免焊接压码对母材本体的损伤,简化了施工工序,提高了生产效率和产品质量。适宜作为一种柱状结构拼板免焊接调整装置及方法应用。
技术特征:
1.一种柱状结构拼板免焊接调整装置,其特征是:
2.一种柱状结构拼板免焊接调整装置及方法,其特征是:采用权利要求1所述的一种柱状结构拼板免焊接调整装置,包括以下步骤:
技术总结
本发明提出的是焊接领域的一种柱状结构拼板免焊接调整装置及方法。包括板壁差调整压码、纵缝拉伸器和圆度调整顶码;板壁差调整压码由钩挂板和压码组成,钩挂板为U型卡板、钩挂板为双头压码;纵缝拉伸器由夹紧贴板和管梭组成,管梭为带有螺旋杆的管筒,夹紧贴板为卡板;卡板由夹板和螺栓组成;圆度调整顶码包括凹槽和移动顶码,移动顶码由顶码和底座组成。本发明在柱状结构拼板时,在对接缝上端两侧钩挂板壁差调整压码自下而上的调整拼板板壁差,同时在纵缝两侧轨道凹槽内安装移动顶码调整结构圆度,在纵缝两侧夹装纵缝拉伸器调整拼板对接缝间隙。避免焊接压码对母材本体的损伤。适宜作为一种柱状结构拼板免焊接调整装置及方法应用。
技术研发人员:谷帅,李青峻,李福臻,刘春明,李章川,李金应
受保护的技术使用者:中国船舶集团渤海造船有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!