一种压力机床立柱的拼焊方法与流程
本发明是一种压力机床立柱的拼焊方法。
背景技术:
1、压力机属于一种锻压设备,广泛应用于汽车制造、工程机械、航空航天等多个领域,其中大型压力机采用组合式机身,由上横梁、立柱、底座、滑块等组成。
2、对于大型压力机的立柱,其断面形式主要是接近方形的箱型结构,数量有设计为4根的或2根的成对形式,立柱具有细而长的特点,多数大于4米,内部拉紧螺栓的撑板也较长,多数选用厚板开坡口焊接,造成焊接量大,对立柱产生变形影响,所以选择合理的拼焊方法很重要。
3、拼焊时如何减少立柱变形,提高工效至关重要,现有拼装及焊接存在以下问题:
4、1、单个立柱焊后侧板旁弯变形,需手工火焰校平,浪费大量时间;
5、2、立柱旁弯和扭曲变形,长度方向收缩,导致机加工余量不足;
技术实现思路
0、
技术实现要素:
1、本发明的目的是为了解决以上现有技术的不足,提供一种压力机床立柱的拼焊方法。
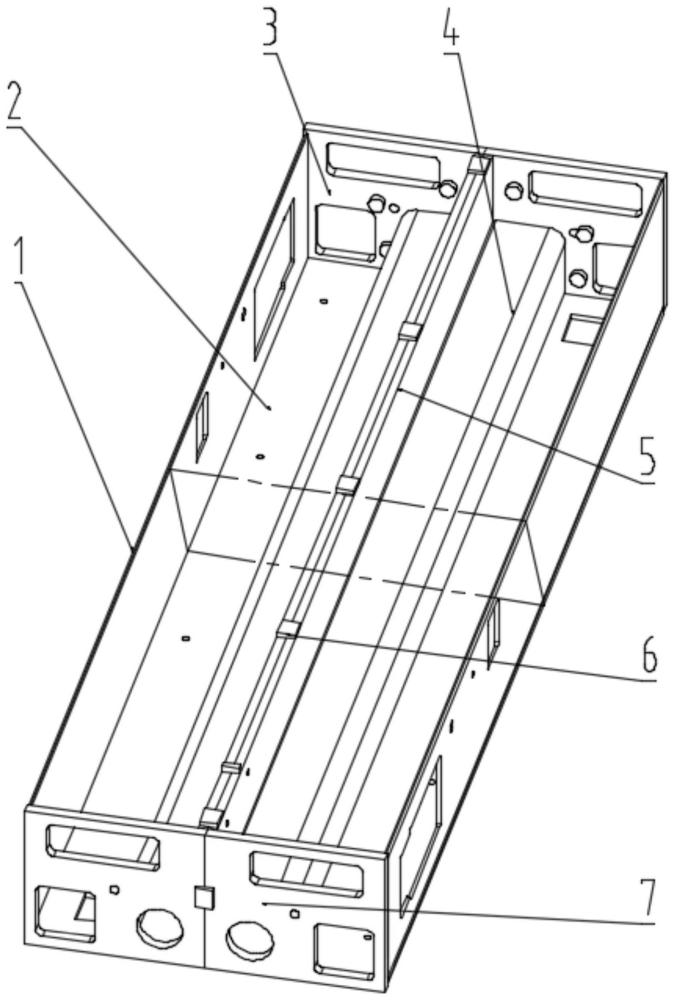
2、一种压力机床立柱的拼焊方法,包括至少两个立柱,立柱为长方体结构,立柱包括上底板、下底板、前侧板、后侧板、左侧板、右侧板、内撑板、导轨板,拼焊时,包括以下步骤:
3、拼装:将两个立柱的下底板、前侧板、后侧板、左侧板、右侧板置于平台上拼装成无盖的长方体结构,并且使两个立柱的前侧板、后侧板平齐,同时一个立柱的左侧板与另一个立柱的右侧板相贴,内撑板位于无盖的长方体结构内;
4、连接:通过多个连接块使两个立柱固定相连,连接块焊接在两个立柱的连接处;
5、焊接:按照预定焊接方式进行焊接;
6、分离:去除连接块,使两个立柱分离,并将上底板和导轨板焊接在预定的位置;
7、退火:焊接完成后,对立柱进行退火处理。
8、工作原理:使两个立柱侧面紧贴,通过连接块将两个立柱固定在一起,从而使两个立柱临时成为一个整体,焊接时,可以有效防止侧板旁弯式变形,省去后续的校平工序。
9、为了保证焊接效果,在拼装之前还包括以下步骤:修整:清除所需焊接物料上的铁渣和毛刺。
10、为了防止影响焊接的效果,在修整之前还包括以下步骤:检查:检查拼装平台的水平度,不符合要求需予以校正,检查所有零件尺寸外观符合要求,若产生变形,需校平。
11、为了防止物料变形或扭曲导致长度缩减,,位于立柱纵向方向的物料的长度设有预留收缩量。
12、为了方便焊接,当焊接立柱长度方向的焊接处时,从焊接处的中点处向两端进行焊接。
13、为了减少变形的概率,同时防止发生遗漏焊接,焊接时,对两个立柱长度方向上对称的焊接处进行先后焊接。
14、为了防止影响焊接质量和效果,在连接步骤和焊接步骤之间还包括以下步骤:清理:焊前清除坡口和焊道里影响焊接质量的污物。
15、有益效果:与现有技术相比,本发明通过多个连接块使紧贴两个立柱固定在一起从而临时形成一个整体,从而有效防止立柱侧板的旁弯式变形,焊后不用校平,提高作业效率;同时,将两个立柱合并为一体焊接,将翻身调整焊接的次数减少至原来单个立柱焊接工艺的一半,提高工效。
技术特征:
1.一种压力机床立柱的拼焊方法,包括至少两个立柱,所述的立柱为长方体结构,所述的立柱包括上底板、下底板、前侧板、后侧板、左侧板、右侧板、内撑板、导轨板,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种压力机床立柱的拼焊方法,其特征在于,在拼装之前还包括以下步骤:
3.根据权利要求2述的一种压力机床立柱的拼焊方法,其特征在于,在修整之前还包括以下步骤:
4.据权利要求2述的一种压力机床立柱的拼焊方法,其特征在于,位于立柱纵向方向的物料的长度设有预留收缩量。
5.据权利要求1述的一种压力机床立柱的拼焊方法,其特征在于,当焊接立柱长度方向的焊接处时,从焊接处的中点处向两端进行焊接。
6.据权利要求5述的一种压力机床立柱的拼焊方法,其特征在于,焊接时,对两个立柱长度方向上对称的焊接处进行先后焊接。
7.据权利要求1述的一种压力机床立柱的拼焊方法,其特征在于,在连接步骤和焊接步骤之间还包括以下步骤:
技术总结
本发明公开了一种压力机床立柱的拼焊方法,包括至少两个立柱,立柱为长方体结构,立柱包括上底板、下底板、前侧板、后侧板、左侧板、右侧板、内撑板、导轨板,焊接时包括以下步骤:拼装:将两个立柱的下底板、前侧板、后侧板、左侧板、右侧板置于平台上拼装成无盖的长方体结构,并且使两个立柱的前侧板、后侧板平齐,同时一个立柱的左侧板与另一个立柱的右侧板相贴,内撑板位于无盖的长方体结构内;连接:通过多个连接块使两个立柱固定相连,连接块焊接在两个立柱的连接处;焊接:按照预定焊接方式进行焊接;分离:去除连接块,使两个立柱分离,并将上底板和导轨板焊接在预定的位置;退火:焊接完成后,对立柱进行退火处理。
技术研发人员:石海辉
受保护的技术使用者:沃得精机(沈阳)有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!