铝镁合金焊丝、其制备方法及用途与流程
本发明属于金属材料加工领域,涉及铝镁合金焊丝、其制备方法及用途,更具体涉及一种铝镁合金焊丝、其高效制备方法及应用。
背景技术:
1、高性能铝镁合金是重要的轻质高强结构材料,具有较高的抗拉强度、韧性及耐蚀性能,在我国当前社会发展中有着广阔的应用前景。近年来,高性能铝镁合金被广泛地应用于航空航天工业、兵器装备、船舶舰艇以及汽车轻量化等民用工业领域,有效地推动了军民工业的快速发展。
2、目前铝镁系合金因其具有中等强度、高耐蚀性、良好的成形性和焊接性能,广泛应用于船舶和汽车等领域,且逐渐朝着高强度、高耐蚀方向发展,合金中mg含量逐渐提高,相应的强度逐渐增加。国内以1561合金为基准,系统开展该合金的国产化研制,并成功开发5e61中高强铝镁合金,在船舶领域广泛应用,但焊接接头仍存在强度不达标和焊接性能不稳定的问题。一方面,目前商用焊丝以er5356、er5183等合金为主,镁含量中等,与高镁铝合金板材适配性差,焊接强度较低。另一方面,高mg合金材料在塑性加工过程中冷作硬化率高,加工难度大,采用常规半连续铸造-挤压-拉拔工艺生产时存在成品率低、生产周期长的问题,尤其在后续的多道次拉拔加工时容易产生断丝现象,需要进行多次中间退火,加工效率低。因此,针对这种铝镁合金焊丝,亟需研究开发一种新的制备方法,实现焊丝产品的高效制备。
技术实现思路
1、本发明的主要目的在于提供一种铝镁合金焊丝、其制备方法及用途,以解决现有技术中存在的铝镁合金焊丝成品率和加工效率低以及焊接接头强度不达标、焊接性能不稳定的问题。
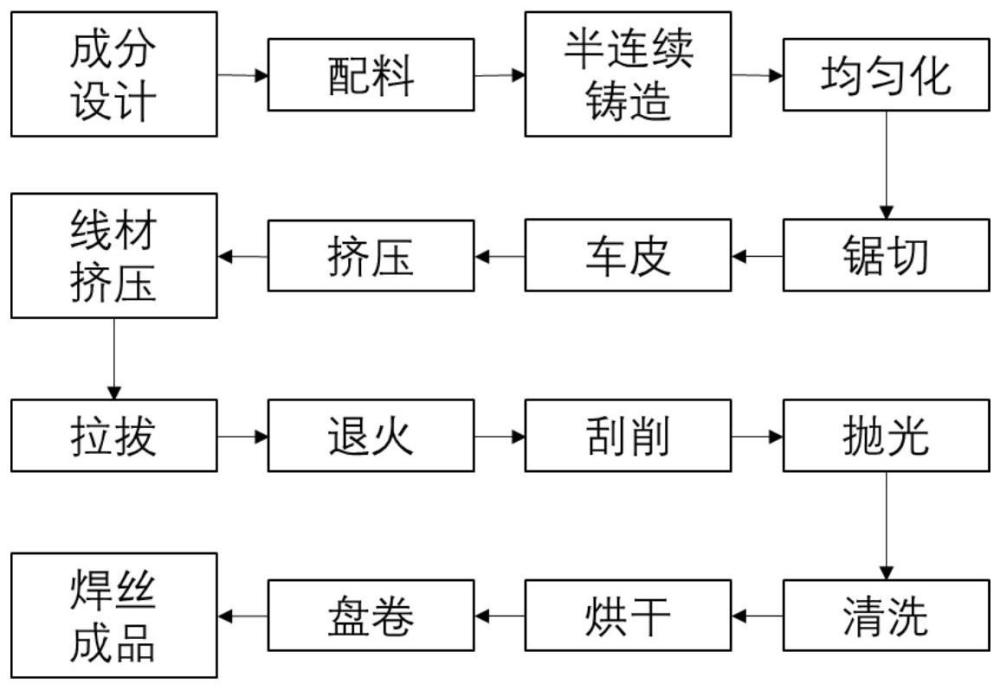
2、为了实现上述目的,根据本发明的一个方面,提供了一种用于制备铝镁合金焊丝的方法,该方法包括以下步骤:步骤s1,将铝镁合金熔体在700℃~750℃的温度范围内进行精炼,得到熔融合金;步骤s2,将熔融合金进行半连续铸造,得到直径为80mm~400mm的铝镁合金铸锭,将铝镁合金铸锭依次进行均匀化、锯切和车皮;步骤s3,将车皮后的铝镁合金铸锭切段后进行第一次挤压,得到直径为9.5mm~20mm的挤压线材;步骤s4,将挤压线材在线材挤压机上进行第二次挤压,得到直径为1.6~3.6mm的丝材;步骤s5,将丝材进行拉拔和最终退火,得到直径为1.2~3.2mm的半成品丝材;步骤s6,将半成品丝材进行刮削、抛光,得到铝镁合金焊丝。
3、进一步地,铝镁合金焊丝的成分按重量百分比计为si≤0.20%,fe≤0.20%,cu≤0.05%,mn:0.1~1%,mg:4.5~7.5%,cr:0.01~0.20%,ti:0.03~0.20%、zr:0.02~0.35%,余量为al,各成分的总重量百分比为100%。
4、进一步地,在步骤s2中,均匀化为两级均匀化,其中第一阶段为在350℃~400℃的温度范围内保温3~8h;第二阶段为在450~480℃的温度范围内保温15~20h。
5、进一步地,步骤s3包括:步骤s31:将车皮后的铝镁合金铸锭切段;步骤s32:将切段的铝镁合金铸锭在440~460℃的温度范围内热处理4~6h;步骤s33:将热处理的铝镁合金铸锭进行第一次挤压,其中第一次挤压的挤压筒温度为420~440℃,挤压模具温度为420~440℃,挤压速度为0.5~2m/min。
6、进一步地,在步骤s4中,挤压温度为420~480℃,挤压比为25~60,牵引速率为0.5~3m/s。
7、进一步地,在步骤s5中,拉拔连续进行1~3道次,拉拔的道次变形量为30~50%,最终退火的温度为330℃~460℃。
8、进一步地,在步骤s6中,刮削量为0.05~0.15mm,抛光所使用的抛光液按质量百分比计为h3po4:45~55wt%,h2so4:35~45wt%,hno3:1~10wt%,cuso4·5h2o:0.01~0.05wt%,h2o:余量,各成分的总重量百分比为100%,抛光的温度为60~105℃。
9、进一步地,在步骤s1中,铝镁合金熔体通过以下制备:将纯al、纯cu放入熔炼炉中并在惰性气氛下加热至熔化,得到第一熔体;将第一熔体升温至720℃~740℃后,加入al-10%mn合金、al-10%zr合金、al-10%cr合金,并将温度升至800℃~820℃,保温1~2h,得到第二熔体;将第二熔体的温度降低至730℃~750℃后,加入纯mg,得到铝镁合金熔体。
10、根据本公开的另一个方面,提供了通过本发明描述的方法制备的铝镁合金焊丝。
11、根据本公开的又一个方面,提供了通过本发明描述的方法制备的铝镁合金焊丝用于船体和汽车车身结构的焊接的用途。
12、应用本发明的技术方案,通过采用两次大变形量的热挤压工艺,可以提高线材加工效率,减少拉拔加工道次,实现了铝镁合金焊丝的高成品率以及高效制备,并通过后续刮削和抛光等工艺,保证了铝镁合金焊丝表面的光洁度和纯净度,进而保证了焊接过程的送丝稳定性和电弧稳定性,大大提高了铝镁合金材料的焊接强度。
技术特征:
1.一种用于制备铝镁合金焊丝的方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述铝镁合金焊丝的成分按重量百分比计为si≤0.20%,fe≤0.20%,cu≤0.05%,mn:0.1~1%,mg:4.5~7.5%,cr:0.01~0.20%,
3.根据权利要求1或2所述的方法,其特征在于,在所述步骤s2中,所述均匀化为两级均匀化,其中第一阶段为在350℃~400℃的温度范围内保温3~8h;第二阶段为在450~480℃的温度范围内保温15~20h。
4.根据权利要求1或2所述的方法,其特征在于,所述步骤s3包括:
5.根据权利要求1或2所述的方法,其特征在于,在所述步骤s4中,挤压温度为420~480℃,挤压比为25~60,牵引速率为0.5~3m/s。
6.根据权利要求1或2所述的方法,其特征在于,在所述步骤s5中,所述拉拔连续进行1~3道次,所述拉拔的道次变形量为30~50%,所述最终退火的温度为330℃~460℃。
7.根据权利要求1或2所述的方法,其特征在于,在步骤s6中,刮削量为0.05~0.15mm,所述抛光所使用的抛光液按质量百分比计为h3po4:45~55wt%,h2so4:35~45wt%,hno3:1~10wt%,cuso4·5h2o:0.01~0.05wt%,h2o:余量,各成分的总重量百分比为100%,所述抛光的温度为60~105℃。
8.根据权利要求1或2所述的方法,其特征在于,在步骤s1中,所述铝镁合金熔体通过以下制备:将纯al、纯cu放入熔炼炉中并在惰性气氛下加热至熔化,得到第一熔体;将所述第一熔体升温至720℃~740℃后,加入al-10%mn合金、al-10%zr合金、al-10%cr合金,并将温度升至800℃~820℃,保温1~2h,得到第二熔体;将所述第二熔体的温度降低至730℃~750℃后,加入纯mg,得到铝镁合金熔体。
9.通过权利要求1-8中任一项所述的方法制备的铝镁合金焊丝。
10.权利要求9所述的铝镁合金焊丝用于船体和汽车车身结构的焊接的用途。
技术总结
本发明提供铝镁合金焊丝、其制备方法及用途。该方法包括:将铝镁合金熔体进行精炼,得到熔融合金;将熔融合金进行半连续铸造,得到铝镁合金铸锭,将铝镁合金铸锭依次进行均匀化、锯切和车皮;将车皮后的铝镁合金铸锭切段后进行第一次挤压,得到挤压线材;将挤压线材在线材挤压机上进行第二次挤压,得到丝材;将丝材进行拉拔和最终退火,得到半成品丝材;将半成品丝材进行刮削、抛光。本发明通过采用两次大变形量的热挤压工艺,实现了铝镁合金焊丝的高成品率以及高效制备,并通过后续刮削和抛光等工艺,保证了铝镁合金焊丝表面的光洁度和纯净度,进而保证了焊接过程的送丝稳定性和电弧稳定性,大大提高了铝镁合金材料的焊接强度。
技术研发人员:毛晓东,徐志强,谷宁杰,李英东,陈振宁,刘宽心,黄鸣东,王国军
受保护的技术使用者:中铝材料应用研究院有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!