一种阶梯薄板类零件的线切割加工方法与流程
本发明涉及阶梯薄板类零件加工方法,具体为一种阶梯薄板类零件的线切割加工方法。
背景技术:
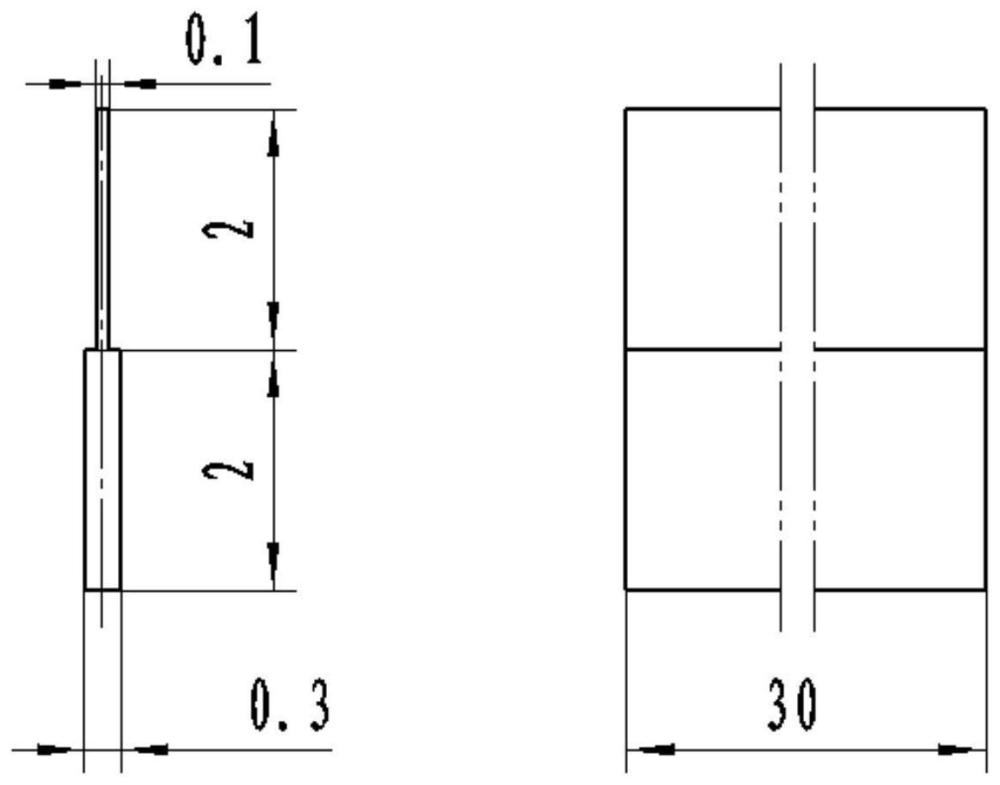
1、在机械加工领域中的阶梯薄板类零件在加工中极易发生变形,零件厚度最薄处仅为0.1mm,加工中心等设备无法加工,直接使用线切割进行切削,虽然能够保证零件的厚度为0.1mm,但由于阶梯薄板的厚度太薄,在进行切断时,很容易出现零件变形的情况;
2、因此需要一种工艺简单、操作方便、加工质量稳定的阶梯薄板类零件的线切割加工方法。
技术实现思路
1、本发明的目的在于提供一种阶梯薄板类零件的线切割加工方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种阶梯薄板类零件的线切割加工方法,其特征在于,该方法包括以下步骤:
3、步骤1:绘制工件图形,绘制阶梯薄板零件的工件图形,并导出为g代码文件;
4、步骤2:准备毛坯,清理待加工毛坯表面,保证装夹位置无毛刺;
5、步骤3:钻穿丝孔,根据阶梯薄板零件、毛坯的大小,在合适的位置钻设穿丝孔;
6、步骤4:安装毛坯,将毛坯装夹在数控线切割机床上,并确保毛坯固定牢固;
7、步骤5:位置找正,调整毛坯的位置和角度,保证毛坯的垂直度,然后将电极丝穿入穿丝孔内,并校准数控线切割机床电极丝的垂直度;
8、步骤6:调整切割参数,根据毛坯材料、厚度和切割要求,调整数控线切割机床的切割参数;
9、步骤7:开始切割,将步骤1中倒出的g代码文件导入数控线切割机床内,开始切割工作;
10、1、粗切形腔,粗切阶梯薄板零件外形,留加工余量0.1-0.15mm;
11、2、精切形腔,二次切割,将加工余量切除,精切梯薄板零件外形;
12、步骤8:切割过程监控,在切割过程中,监控数控线切割机床的工作状态和工件的切割进度;
13、步骤9:安装定位块,在形腔内安装定位块,定位块的一侧与阶梯薄板零件的侧壁贴合,定位块的另一侧与形腔内壁贴合;
14、步骤10:切断,将阶梯薄板零件与毛坯材料的连接处进行切断;
15、步骤11:切割后检查,阶梯薄板零件切割完成后,对成品进行加工精度和质量的检查,如出现问题,根据实际情况跳转至步骤4,重新对切割参数进行调整。
16、优选的,所述步骤3中穿丝孔共钻设有两个,两个所述穿丝孔均钻设在毛坯的x轴中心线上。
17、优选的,两个所述穿丝孔呈轴对称设计。
18、优选的,所述步骤4中毛坯通过悬臂支撑的方式安装在数控线切割机床上。
19、优选的,所述步骤5中毛坯找正步骤为:
20、1)在数控线切割机床上架设水平型杠杆表,并将测针与毛坯表面贴合;
21、2)通过表盘指针位置,对毛坯进行微调,直至将毛坯调正。
22、优选的,所述步骤5中电极丝垂直度校准步骤为:
23、1)将垂直度校准检测块放置在毛坯上;
24、2)启动数控线切割机床,将电极丝通电;
25、3)将垂直度校准检测块与电极丝贴合,并观察火花情况;
26、4)火花均匀则垂直度合格,反之不合格,并对通过旋钮对电极丝进行微调。
27、优选的,所述步骤7中粗切形腔所留余量为0.15mm。
28、优选的,所述步骤9中所提出的定位块位置固定,所述定位块设置在毛坯的下方,所述定位块的下方安装有电控推杆,通过电控推杆可带动定位块上下移动,使其将定位块插入到形腔内。
29、优选的,所述步骤11中阶梯薄板零件加工完毕后,关闭数控线切割机床,停止切割,然后将工件卸下,并进行清理,如零件出现问题,需进行追溯和原因分析,并采取相应的纠错措施。
30、优选的,所述步骤11中阶梯薄板零件切割完成后,需对成品进行尺寸精度、形状精度以及表面质量方面进行检测。
31、与现有技术相比,本发明的有益效果是:
32、本发明中所提出的加工方法,通过在形腔内加入定位块,通过定位块对阶梯薄板零件进行顶持,从而在切断阶梯薄板零件时,避免了阶梯薄板零件出现弯曲变形的情况,大大降低了加工难度;
33、另外此加工方法设计巧妙,制造成本低廉,工艺简单、操作方便、对操作者技能要求低,加工质量稳定,适宜推广使用。
技术特征:
1.一种阶梯薄板类零件的线切割加工方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤3中穿丝孔共钻设有两个,两个所述穿丝孔均钻设在毛坯的x轴中心线上。
3.根据权利要求2所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:两个所述穿丝孔呈轴对称设计。
4.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤4中毛坯通过悬臂支撑的方式安装在数控线切割机床上。
5.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤5中毛坯找正步骤为:
6.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤5中电极丝垂直度校准步骤为:
7.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤7中粗切形腔所留余量为0.15mm。
8.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤9中所提出的定位块位置固定,所述定位块设置在毛坯的下方,所述定位块的下方安装有电控推杆,通过电控推杆可带动定位块上下移动,使其将定位块插入到形腔内。
9.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤11中阶梯薄板零件加工完毕后,关闭数控线切割机床,停止切割,然后将工件卸下,并进行清理,如零件出现问题,需进行追溯和原因分析,并采取相应的纠错措施。
10.根据权利要求1所述的一种阶梯薄板类零件的线切割加工方法,其特征在于:所述步骤11中阶梯薄板零件切割完成后,需对成品进行尺寸精度、形状精度以及表面质量方面进行检测。
技术总结
本发明公开了一种阶梯薄板类零件的线切割加工方法,该方法包括以下步骤:步骤1绘制工件图形,步骤2准备毛坯,步骤3钻穿丝孔,步骤4安装毛坯,步骤5位置找正,步骤6调整切割参数,步骤7开始切割,步骤8切割过程监控,步骤9安装定位块,步骤10切断,步骤11切割后检查,开始切割包括粗切形腔与精切形腔,本发明中所提出的加工方法,通过在形腔内加入定位块,通过定位块对阶梯薄板零件进行顶持,从而在切断阶梯薄板零件时,避免了阶梯薄板零件出现弯曲变形的情况,大大降低了加工难度,另外此加工方法设计巧妙,制造成本低廉,工艺简单、操作方便、对操作者技能要求低,加工质量稳定,适宜推广使用。
技术研发人员:方宏迪,陆银辉,张东旭,邢天羿
受保护的技术使用者:中国航发长春控制科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!