一种光伏端子双料带铆接装置与铆接方法及生产装置与流程
本发明涉及双料带铆接,更具体地,涉及一种光伏端子双料带铆接装置与铆接方法及生产装置。
背景技术:
1、接线端子多数采用高速冲压生产,采取料带送进及料盘卷带收取,具有不伤产品、收料齐整、自动计数、转序方便等优点。常见的端子料带为单排结构,将冲孔、压筋、去批锋、折弯、预卷圆、卷圆铆扣等多道冲压工艺集合于一套高精密高速连续模具中。此类组合端子市面上能见到的成型工艺:分别使用两套精密模具生产出铜端子主体料带及不锈钢止退圈料带,后转序至自动端子铆接机上进行两合一铆扣,组成光伏端子。此成型工艺较为繁杂,模具成本、设备成本及人工成本高,产品优势不明显,市场竞争力较低。形成光伏端子的双料带包圆铆扣的模具比较少见,模具涵盖工位极多,精度要求高,技术难度大,调试生产周期长,技术难度属天花板级别,没有经验的工程师对此类模具都会望而却步、无从下手。
2、中国专利公开了一种双料带复合铆接冲压机构,包括:端子料带送料机构、端子料带预冲机构、弹片料带送料机构、弹片料带预冲机构以及复合铆接机构;需利用端子料带预冲机构对端子先进行预冲,利用弹片料带预冲机构对弹片先进行预冲;然后再利用复合铆接机构将预冲完毕的端子及弹片进行铆合。该技术方案工序不够简洁,生产效率不够高。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种光伏端子双料带铆接装置,可便于两种料带铆接形成光伏端子,且铆接工序简单,无需将端子分别进行单独预冲再铆接,可一次铆接成形,简化了工序,提升了生产效率。
2、为解决上述技术问题,本发明采用的技术方案是:
3、提供一种光伏端子双料带铆接装置,包括第一料带送料机构,布置于第一水平方向上,用于传送第一料带;第二料带送料机构,布置于第二水平方向上,用于传送第二料带;所述第一水平方向和所述第二水平方向垂直设置,且第二料带送料机构位于第一料带送料机构下方;以及铆接组件,布置于第一料带送料机构与第二料带送料机构相交处;安装机构,用于安装第一料带送料机构、第二料带送料机构、铆接组件;驱动机构,用于驱动铆接组件上下移动进行铆接;所述铆接组件包括均活动装设于所述安装机构的包圆机构,用于将第二料带包裹于第一料带外;压铆机构,活动穿设于包圆机构,用于将第二料带与第一料带铆接形成光伏端子;剪切机构,位于包圆机构旁侧,用于在压铆机构铆接后对第二料带进行剪切。
4、本发明的光伏端子双料带铆接装置,将第一料带送料机构与第二料带送料机构呈十字交叉设置,在垂足处设置铆接组件,利用包圆机构与压铆机构将上层料带预成形件向下推压下层料带预成形件实现两个工序件先合包卷圆后铆扣动作,利用剪切机构将下层料带铆扣后的工序件与原料带切断分离。具体地,包圆机构推压第一料带进而推动第二料带,通过第二料带对第一料带成型包圆,压铆机构在双料带进行包圆后进行铆扣成型,无需分别对第一料带及第二料带进行预冲,而是一次铆接成型,同时利用剪切结构对第二料带进行剪切,然后使铆接成形的光伏端子跟随着未被剪切的第一料带送料机构进行送料,步进送料稳定准确高效,铆接组件中各个机构动作与第一料带送料机构及第二料带送料机构行进互不干涉。其中,第一料带可设计为铜料带,作为横向主料带,可以是端子;第二料带可设计为不锈钢料带,作为纵向辅料带,可以是弹片;可使辅料带预成形件铆扣在主料带上完成产品组合成形,利用主料带卷成料盘收取;将第一料带送料机构与第二料带送料机构进行高低错落设置,使双料带可同步行进且互不干涉,在交结处进行工艺串接分离。
5、优选地,所述包圆机构包括成形公与下压组件,所述成形公顶部设有弧形的限位槽,成形公装设于所述安装机构且位于所述第二料带送料机构下方,所述限位槽位于第二料带正下方,所述下压组件活动装设于安装机构且位于所述第一料带送料机构上方并可作用于第一料带,下压组件可相对于成形公进行上下移动。
6、优选地,所述下压组件包括均活动装设于所述安装机构且相向设置的第一弹压部与第二弹压部,所述第一弹压部与所述第二弹压部位于所述限位槽两侧,第一弹压部与第二弹压部分别作用于第一料带位于第二料带的两侧。
7、优选地,所述第一弹压部包括第一压块与第一弹簧,所述第一弹簧一端与所述安装机构连接,另一端与所述第一压块连接;所述第二弹压部包括第二压块与第二弹簧,所述第二弹簧一端与所述安装机构连接,另一端与所述第二压块连接。
8、优选地,所述压铆机构为底部设有铆扣位的铆扣插头、第三弹簧,所述第三弹簧套设于所述铆扣插头外侧,铆扣插头活动装设于所述安装机构且位于所述限位槽正上方,压铆机构在驱动机构的驱动下可相对于成形公上下移动。
9、优选地,所述剪切机构包括打销与切刀组件,所述打销与所述切刀组件均活动装设于安装机构且均位于包圆机构旁侧,打销位于切刀组件上方,切刀组件部分位于第二料带上方,部分位于第二料带下方,打销向下运动可驱动切刀组件下移进行第二料带的剪切。
10、优选地,所述切刀组件包括均装设于安装机构且依次连接的切刀、顶销、第四弹簧,所述切刀为工字形结构,第二料带位于切刀内。
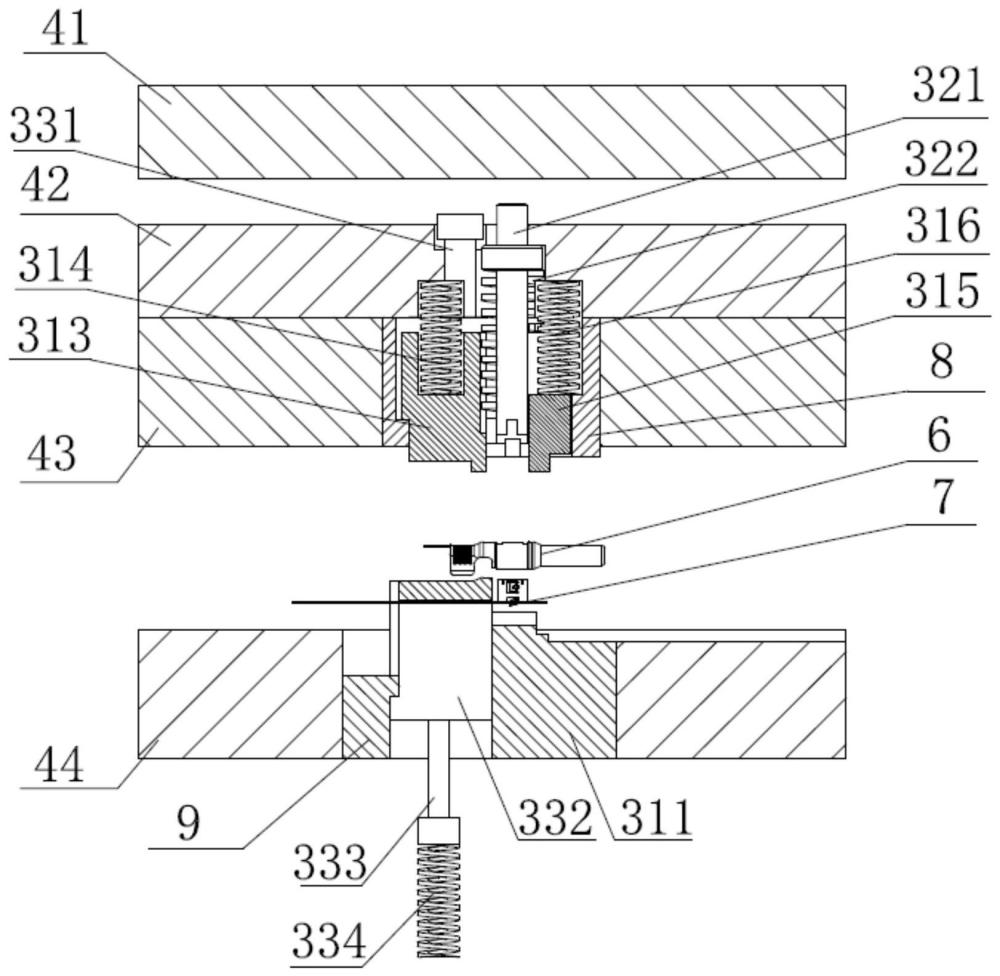
11、优选地,所述安装机构包括依次设置的背脱板、脱料板、凹模板,所述成形公、所述切刀、所述顶销、所述第四弹簧均装设于所述凹模板,所述第一压块、所述第二压块、所述第一弹簧、所述第二弹簧、所述铆扣插头、所述第三弹簧、所述打销均装设于所述脱料板,第一弹簧、第二弹簧、铆扣插头、第三弹簧、打销均凸出脱料板并延伸至所述背脱板。
12、优选地,所述驱动机构包括限位件、导套组件、第五弹簧,所述限位件顶部设有限位台阶,限位件一端固定于所述背脱板且插入至所述脱料板中,另一端穿过所述固定板,并通过所述限位台阶对固定板进行限位,限位件的长度大于固定板与背脱板及脱料板的高度之和;所述导套组件包括导柱与导套,所述导柱与所述导套插接,导套与背脱板及脱料板连接,导柱与固定板连接;所述第五弹簧装设于固定板与背脱板之间。
13、本发明还提供一种光伏端子双料带铆接方法,应用于如上所述的光伏端子双料带铆接装置,具体步骤如下:
14、s1:第一料带送料机构将第一料带传送至包圆机构,第二料带送料机构将第二料带传送至包圆机构;
15、s2:驱动机构驱动包圆机构将第二料带包裹于第一料带外;
16、s3:驱动机构驱动压铆机构将第二料带与第一料带铆接形成光伏端子;
17、s4:驱动机构驱动剪切机构对第二料带进行剪切。
18、本发明还提供一种光伏端子双料带生产装置,包括第一料带生产装置,沿所述第一料带送料机构布置,用于生产第一料带;第二料带生产装置,沿所述第二料带送料机构布置,用于生产第二料带;如上所述的光伏端子双料带铆接装置,用于铆接第一料带与第二料带。
19、优选地,所述第一料带生产装置与所述第二料带生产装置均活动装设于所述安装机构,且两者共用所述驱动机构进行生产驱动。
20、与现有技术相比,本发明的有益效果是:
21、(1)第二料带即辅料带预成形件铆扣在第一料带即主料带上完成产品组合即光伏端子的铆接并卷成料盘收取,减少了多套模具及非标设备的投入成本;
22、(2)第一料带送料机构与第二料带送料机构呈高低错位设置,利用浮升销托起双料带,行进过程互不干涉,在铆接组件处合模后在交结处串接并起托分离,整个过程顺畅且走料稳定;
23、(3)压铆机构将第一料带即上层料带预成形件推压第二料带即下层料带预成形件实现两个工序件合包卷圆即包圆、铆扣,各机构动作稳定;
24、(4)剪切机构将下层料带铆扣后的工序件与原料带切断分离,通过将第二料带进行分离,剪切机构在冲压动作周期内,可实现稳定的串接剥离工艺动作;
25、(5)将第一料带生产装置与第二料带生产装置共同设置在光伏端子双料带铆接装置旁侧,第一料带及第二料带在生产过程中同步送料,而后至铆接组件中进行铆接,使生产更为顺畅便利,减少了料带生产至料带转移的过程,有助于提高生产效率;
26、(6)通过将第一料带生产装置与第二料带生产装置及光伏端子双料带铆接装置进行融合,共用安装机构与驱动机构,使三大部分成为一套完整的模具,节约了模具成本,无需分别单独成型,同时提升了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!