PCD阶梯铰刀及其生产工艺的制作方法
本发明涉及pcd刀具,尤其涉及pcd阶梯铰刀及其生产工艺。
背景技术:
1、在实际生产过程,依据待加工工件的结构设计,需要对其进行钻孔处理,孔通常为贯通孔,孔的规格也不尽相同,例如有多个孔互相贯通的情况,或者是存在阶梯孔的情况等,进而导致工况复杂;且为了保证孔的加工质量,钻孔之后还需要进行扩孔或者精加工处理等二次处理。例如abs防抱死系统中的制动压力调节阀,该调节阀上开设了多个不同规格的深孔,深孔的加工精度直接影响防抱死系统的制动效果。
2、铰刀是具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,可以实现对已初次加工的孔进行二次处理。
3、现有公开号为“cn215545196u”、名称为“一种减震新能源汽车变速箱壳体钻孔用加长刀具”的专利,采用pcd材质的制成的带切屑刃的刀片、且同时采用不等齿设计以及导屑槽的设计使得刀具具备使用寿命长、可以避免振动以及加工精度较高的综合效果;但该刀具只能对单一规格的孔进行加工处理,当一个待加工工件上孔的规格不同时,或者孔为阶梯孔时,就需要反复更换刀具,导致生产效率降低。
4、于是,又有公开号为“cn212495751u”、名称为“一种汽车加工用多阶梯式铰孔刀”的专利,通过设置外径不同的多个刀台,且同时在刀台上设置刀体,以实现单把刀具即可以对多个不同规格的孔进行加工的目的,或者对阶梯孔进行加工时精度更高,但该刀具的刀体在切屑过程承受的荷载较大,易产生振刀现象,导致加工精度差,进而进一步影响加工精度。
技术实现思路
1、针对现有技术中所存在的不足,本发明提供了pcd阶梯铰刀及其生产工艺,其解决了现有的pcd阶梯铰刀中存在的加工精度差的技术问题。
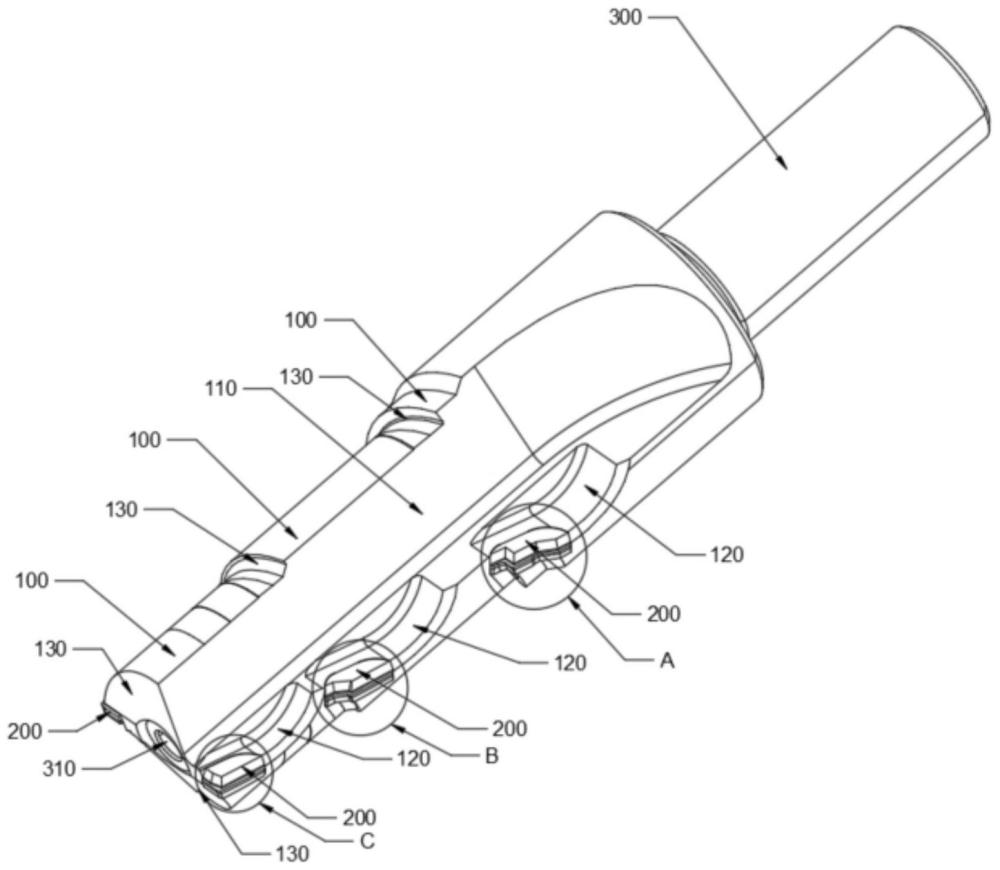
2、根据本发明的实施例记载的一种pcd阶梯铰刀,所述pcd阶梯铰刀上设有若干圆柱台阶,所述圆柱台阶直径自小而大依次排列,且直径最小的所述圆柱台阶上靠近pcd阶梯铰刀的一端,每个所述圆柱台阶上都均布有铰刀组,每个所述铰刀组一侧都设有排屑槽;
3、所述铰刀组包括复合刀片与挡屑板,所述复合刀片固定在pcd阶梯铰刀上,所述挡屑板压紧固定在复合刀片上。
4、本发明的技术原理为:设置多个圆柱台阶并配合铰刀组,实现对多个规格的孔进行加工,并通过挡屑板压在复合刀片上,使得复合刀片被夹紧固定,进而是切削时的强度得到提升,进而复合刀片可以承受更大的荷载,使得pcd阶梯铰刀不易出现振刀现象。
5、相比于现有技术,本发明具有如下有益效果:通过挡屑板压在复合刀片的铰刀组结构并将其设置在圆柱台阶,用于实现对多个规格的孔的加工,其解决了现有的pcd阶梯铰刀中存在的加工精度差的技术问题。
6、进一步的,每个所述铰刀组处都设有容纳铰刀组的容屑槽,所述容屑槽连通排屑槽。
7、通过在每个铰刀组处都设置独立的容屑槽并与排屑槽连通,使得被切削的铁屑直接进入容屑槽,然后进入排屑槽,避免在复合刀片处影响加工精度。
8、进一步的,所有所述圆柱台阶上的铰刀组一一对应,一一对应的所述铰刀组公用一条的排屑槽。
9、上述结构降低了排屑槽的数量的同时还增大了排屑槽的大小,使得排屑更加顺畅,不易在排屑槽堆积影响pcd阶梯铰刀的加工精度。
10、进一步的,所述容屑槽包括与所述挡屑板重合的延长部和与所述延长部紧贴的圆弧部,所述延长部与圆弧部和排屑槽之间设有圆弧过渡的过渡部。
11、通过挡屑板过渡到延长部,然后通过圆弧部,最后通过圆弧过渡的过渡部,过渡到排屑槽内,使得铁屑排出更加顺滑,不容易卡在挡屑板与容屑槽内。
12、进一步的,所述复合刀片的端刃与周刃超出挡屑板的边缘以及所处圆柱台阶的端面与圆柱面。
13、通过超出的复合刀片,保证在工件切削时,能与工件接触的只有复合刀片。
14、进一步的,所述挡屑板靠近复合刀片的端刃与周刃的边缘设为倾斜面,所述倾斜面向挡屑板远离复合刀片一侧的中心倾斜。
15、通过设置倾斜面,使得有利于铁屑沿倾斜面流入容屑槽,同时增加铁屑卷曲折断的概率,有效抑制了铁屑的增长,避免长铁屑划伤工件。
16、进一步的,所述挡屑板为硬质合金材质、单晶材质或硬质的金属其中的一种的材质制成的块状结构,所述复合刀片为部分或全部pcd材质。
17、通过不同材质的挡屑板与复合刀片,进一步提高铰刀组整体的强度。
18、进一步的,靠近所述复合刀片的端刃的倾斜面设有两个,靠近所述复合刀片的周刃的倾斜面向周刃一侧倾斜。
19、因为复合刀片的端刃与周刃相交的刀尖处最先接触工件,因此多设计一个倾斜的倾斜面,引导铁屑往容屑槽排出,使得铁屑最先远离工件,避免划伤工件。
20、进一步的,所述倾斜面的倾斜度为0-45°。
21、0-45°的倾斜度,可以有效的保证铁屑的折断概率,其中向周刃一侧倾斜的倾斜面倾斜度为15-45°为最佳,保证铁屑快速排入容屑槽,而剩余的倾斜面的倾斜度以0-10°为最佳,以保证铁屑的折断。
22、进一步的,所述pcd阶梯铰刀另一端设有刀柄,所述刀柄与所有圆柱台阶中心设有冷却孔。
23、刀柄保证了pcd阶梯铰刀的外加持,而冷却孔起到冷却作用。
24、进一步的,所述冷却孔与pcd阶梯铰刀的端面连接处设置有倒角结构。
25、通过设置的倒角结构,保证铰刀组装在刀座上时的安装精度。
26、进一步的,所述圆柱台阶的端面以及pcd阶梯铰刀一端的端面上都设有螺旋面,所述螺旋面与铰刀组一一对应,所述螺旋面自铰刀组处其向pcd阶梯铰刀另一端逐渐螺旋上升。
27、通过螺旋面形成类似类似后角结构,其与铰刀组的切削刃的后角相同都为10-20°,避免其与工件发生接触。
28、进一步的,所述铰刀组与排屑槽的夹角为0-60°。
29、0-60°的区间范围都可以有效的将铁销排入容屑槽,且铁屑不易在容屑槽中堆积。
30、进一步的,每个所述圆柱台阶上都均布两个铰刀组,对应设置了两个所述排屑槽,所述排屑槽开口角度100-110°,排屑槽上表面高于pcd阶梯铰刀的中心平面1-2mm。
31、上述结构有利于增加排屑空间,进而促进排屑。
32、根据本发明的实施例记载的一直pcd阶梯铰刀的生产工艺,包括:
33、s1、依次成型加工圆柱台阶、排屑槽与容屑槽,最后在每个容屑槽处安装铰刀组的位置处成型加工刀槽;
34、采用高温高压烧结法在合金基体上附着pcd材质,形成复合刀片;
35、成型加工挡屑板;
36、s2、将复合刀片焊接在刀槽内,然后切割复合刀片的前角的后角,形成切削刃口;
37、s3、将挡屑板焊接固定在复合刀片的上表面上,且保证挡屑板上表面与容屑槽平齐。
38、将复合刀片与挡屑板进行焊接固定的方式组合在一起,得到的铣刀组的强度更加优良。
技术特征:
1.一种pcd阶梯铰刀,其特征在于:所述pcd阶梯铰刀上设有若干圆柱台阶,所述圆柱台阶直径自小而大依次排列,且直径最小的所述圆柱台阶上靠近pcd阶梯铰刀的一端,每个所述圆柱台阶上都均布有铰刀组,每个所述铰刀组一侧都设有排屑槽;
2.如权利要求1所述的pcd阶梯铰刀,其特征在于:每个所述铰刀组处都设有容纳铰刀组的容屑槽,所述容屑槽连通排屑槽。
3.如权利要求2所述的pcd阶梯铰刀,其特征在于:所有所述圆柱台阶上的铰刀组一一对应,一一对应的所述铰刀组公用一条的排屑槽。
4.如权利要求2或3所述的pcd阶梯铰刀,其特征在于:所述容屑槽包括与所述挡屑板重合的延长部和与所述延长部紧贴的圆弧部,所述延长部与圆弧部和排屑槽之间设有圆弧过渡的过渡部。
5.如权利要求1所述的pcd阶梯铰刀,其特征在于:所述复合刀片的端刃与周刃超出挡屑板的边缘以及所处圆柱台阶的端面与圆柱面。
6.如权利要求1或5所述的pcd阶梯铰刀,其特征在于:所述挡屑板靠近复合刀片的端刃与周刃的边缘设为倾斜面,所述倾斜面向挡屑板远离复合刀片一侧的中心倾斜。
7.如权利要求6所述的pcd阶梯铰刀,其特征在于:所述挡屑板为硬质合金材质、单晶材质或硬质的金属其中的一种的材质制成的块状结构,所述复合刀片为部分或全部pcd材质。
8.如权利要求6所述的pcd阶梯铰刀,其特征在于:靠近所述复合刀片的端刃的倾斜面设有两个,靠近所述复合刀片的周刃的倾斜面向周刃一侧倾斜。
9.如权利要求6所述的pcd阶梯铰刀,其特征在于:所述倾斜面的倾斜度为0-45°。
10.如权利要求1或5所述的pcd阶梯铰刀,其特征在于:所述圆柱台阶的端面以及pcd阶梯铰刀一端的端面上都设有螺旋面,所述螺旋面与铰刀组一一对应,所述螺旋面自铰刀组处其向pcd阶梯铰刀另一端逐渐螺旋上升。
11.如权利要求4所述的pcd阶梯铰刀,其特征在于:所述铰刀组与排屑槽的夹角为0-60°。
12.如权利要求3所述的pcd阶梯铰刀,其特征在于:每个所述圆柱台阶上都均布两个铰刀组,对应设置了两个所述排屑槽,所述排屑槽开口角度100-110°,排屑槽上表面高于pcd阶梯铰刀的中心平面1-2mm。
13.如权利要求3所述的pcd阶梯铰刀的生产工艺,其特征在于:包括:
技术总结
本发明提供了一种PCD阶梯铰刀及其生产工艺,所述PCD阶梯铰刀上设有若干圆柱台阶,所述圆柱台阶直径自小而大依次排列,且直径最小的所述圆柱台阶上靠近PCD阶梯铰刀的一端,每个所述圆柱台阶上都均布有铰刀组,每个所述铰刀组一侧都设有排屑槽;所述铰刀组包括复合刀片与挡屑板,所述复合刀片固定在PCD阶梯铰刀上,所述挡屑板压紧固定在复合刀片上。本发明具有如下有益效果:通过挡屑板压在复合刀片的铰刀组结构并将其设置在圆柱台阶,用于实现对多个规格的孔的加工,其解决了现有的PCD阶梯铰刀中存在的加工精度差的技术问题。
技术研发人员:何立斌,刘士杰,杨森,左亚军
受保护的技术使用者:北京沃尔德金刚石工具股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!