一种铁氧体安装自动作业系统的制作方法
本发明涉及铁氧体安装的,具体为一种铁氧体安装自动作业系统。
背景技术:
1、随着电动汽车的市场普及,汽车无线充电的需求也日益提上日程,基于汽车无线充电系统的背景下,铁氧体的安装成为工艺生产中重难点,现有的技术在进行组装时,均为人工组装作业,由于不同充电系统所对应的铁氧的安装位置不同,进而需要操作人员不断调整对应机型的铁氧体装位置,其使得铁氧体的安装费时费力。
技术实现思路
1、针对上述问题,本发明提供了一种铁氧体安装自动作业系统,其克服了人工安装的繁琐步骤,提高作业效率,提高作业安全性;且组装的数据可以保存和上传,使得作业可以被追溯。
2、一种铁氧体安装自动作业系统,其特征在于,其包括:
3、机台;
4、摆放工装,其用于放置铁氧体;
5、产品摆放台,其上放置用于组装铁氧体的产品,产品的需要放置铁氧体的面域朝上设置;
6、滑座系统,其包括龙门架、横向驱动模组、垂直向驱动模组;
7、真空吸附装置,其用于吸附铁氧体;
8、控制系统;
9、上位机;
10、以及条码枪;
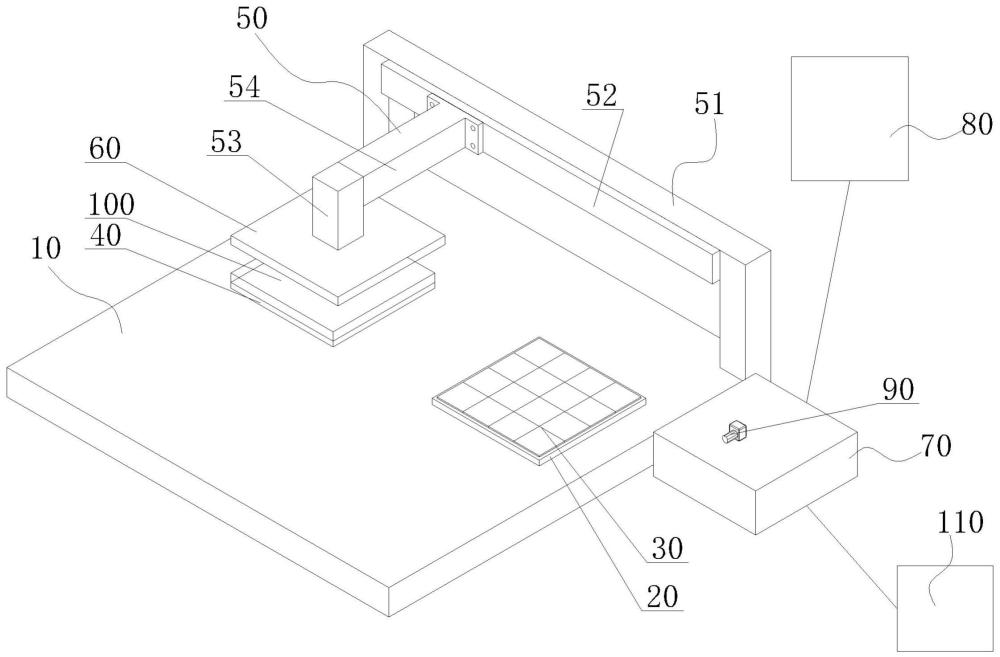
11、所述控制系统设置有所述机台的外部,所述控制系统通过线路连接所述条码枪的数据端,所述条码枪用于扫描产品、铁氧体的条码,所述机台的上表面分别设置有摆放工装、产品放置台,所述龙门架置于所述机台的一端布置,所述龙门架的横梁上设置有横向驱动模组,所述横向驱动模组的输出端沿着横梁移动布置,所述横向驱动模组的输出端安装有连接臂,所述连接臂的前端固装有垂直向驱动模组,所述垂直向驱动模组的前端固装有所述真空吸附装置,所述真空吸附装置的吸附端面向下布置,所述摆放工装和产品放置台分别置于横梁长度方向的两端区域布置,所述摆放工装的上表面设置有基准坐标系,所述控制系统通过数据线连接上位机,所述上位机用于对控制系统进行编程作业,根据不同机型进行可靠控制。
12、其进一步特征在于:
13、其还包括有mes系统,所述控制系统通过数据传输连接至mes系统;
14、所述机台的外围边侧设置有安全光栅,所述安全光栅用于检测机台面域是否安全;
15、所述产品摆放台、摆放工装上均设置有物料传感器,从而检测产品是否已经摆放到位、铁氧体是否已经摆放到位;
16、所述控制系统预先设置有对应的铁氧体和产品组装的定位关系,从而驱动横向驱动模组、垂直向驱动模组进行可靠移动作业。
17、一种铁氧体安装自动作业方法,其采用一种铁氧体安装自动作业系统,其包括如下步骤:
18、s1、作业人员通过条码枪刷入产品条码、铁氧体条码至控制系统;
19、s2、手动放置铁氧体至摆放工装、产品至产品摆放台;
20、s3、启动真空吸附装置对铁氧体进行吸附,在吸附前,安全光栅检查是否安全,如果安全真空吸附装置下压吸附铁氧体,如果不安全排除故障,再次启动吸附;
21、s4、真空吸附装置吸附铁氧体、并驱动铁氧体移动到产品的上表面的对应安装位置、最后垂直向驱动模组下降将铁氧体安装在产品相对应的位置;
22、s5、作业结束数据会保存至mes系统中。
23、采用本发明后,作业人员通过条码枪扫入产品条码、铁氧体条码,上位机自动配对,设置出可以组装的最佳路径和位置,然后传送到控制系统,控制系统控制横向驱动模组、垂直向驱动模组移动,进而驱动真空吸附装置吸附铁氧体,然后组装铁氧体到产品上,其为安装位置可控、满足多个机种、多种规格的铁氧体安装,且可采集作业数据、可上位机操作设置、具有可扩展性、可与工厂mes对接功能的铁氧体安装自动作业系统。
技术特征:
1.一种铁氧体安装自动作业系统,其特征在于,其包括:
2.如权利要求1所述的一种铁氧体安装自动作业系统,其特征在于:其还包括有mes系统,所述控制系统通过数据传输连接至mes系统。
3.如权利要求1所述的一种铁氧体安装自动作业系统,其特征在于:所述机台的外围边侧设置有安全光栅,所述安全光栅用于检测机台面域是否安全。
4.如权利要求1所述的一种铁氧体安装自动作业系统,其特征在于:所述产品摆放台、摆放工装上均设置有物料传感器,从而检测产品是否已经摆放到位、铁氧体是否已经摆放到位。
5.如权利要求1所述的一种铁氧体安装自动作业系统,其特征在于:所述控制系统预先设置有对应的铁氧体和产品组装的定位关系,从而驱动横向驱动模组、垂直向驱动模组进行可靠移动作业。
6.一种铁氧体安装自动作业方法,其采用权利要求1至6中任一权利要求所述的一种铁氧体安装自动作业系统,其特征在于,其包括如下步骤:
技术总结
本发明提供了一种铁氧体安装自动作业系统,其克服了人工安装的繁琐步骤,提高作业效率,提高作业安全性;且组装的数据可以保存和上传,使得作业可以被追溯。其包括:机台;摆放工装,其用于放置铁氧体;产品摆放台,其上放置用于组装铁氧体的产品,产品的需要放置铁氧体的面域朝上设置;滑座系统,其包括龙门架、横向驱动模组、垂直向驱动模组;真空吸附装置,其用于吸附铁氧体;控制系统;上位机;以及条码枪;所述控制系统设置有所述机台的外部,所述控制系统通过线路连接所述条码枪的数据端,所述条码枪用于扫描产品、铁氧体的条码,所述机台的上表面分别设置有摆放工装、产品放置台,所述龙门架置于所述机台的一端布置。
技术研发人员:宋磊,李卫东,杨开运,江淼飞
受保护的技术使用者:安洁无线科技(苏州)有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!