一种便于加工的滚丝胚径结构及其加工方法与流程
本发明属于数控加工领域,尤其是涉及一种便于加工的滚丝胚径结构及其加工方法。
背景技术:
1、ti-6al-4v钛合金螺栓产品以其优异的性能,被广泛地应用于航空航天领域。紧固件是航空航天飞行器上最重要、最广泛的结构零件之一,紧固件性能的好坏影响着整个飞行器的综合性能。但是ti-6al-4v钛合金螺栓在滚丝过程中容易出现一些缺陷,主要包括螺纹牙顶折叠、螺纹牙侧折叠、牙底折叠、引导端折叠等,这些缺陷的产生大大降低了螺栓的使用性能。螺纹折叠的强度是连接件的一个重要指标,如果螺纹折叠质量不好,会导致连接件不牢固,从而影响产品在使用过程中的稳定性和安全性,折叠缺陷会降低螺栓的表面疲劳强度,易在螺纹牙底等应力集中处萌生疲劳断裂。螺纹折叠还会直接影响工件的抗拉强度、扭矩和扭转强度等机械性能,甚至引发安全事故。
技术实现思路
1、有鉴于此,本发明旨在提出一种便于加工的滚丝胚径结构及其加工方法及方法,以解决现有技术中所存在的上述问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
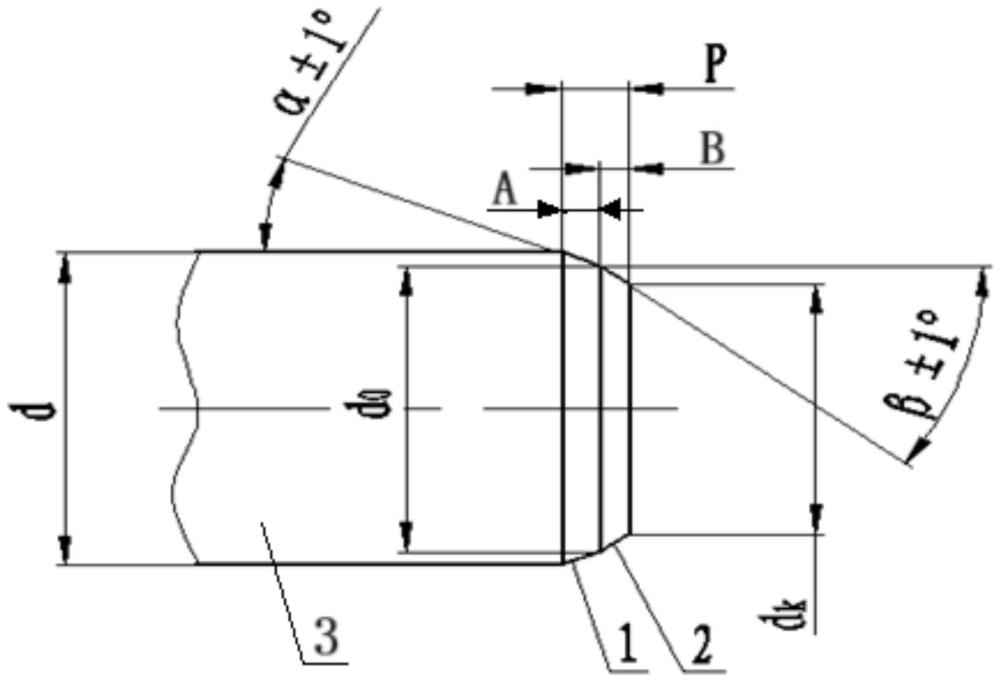
3、一种便于加工的滚丝胚径结构,一种便于加工的滚丝胚径结构,其特征在于,包括胚料、第一倒角和第二倒角,所述胚料的进刀端依次制有所述第二倒角和所述第一倒角,所述第一倒角与所述第二倒角衔接,使胚料的进刀端依次沿所述第二倒角和所述第一倒角过渡至螺纹段。
4、进一步的,所述第一倒角的角度α小于所述第二倒角的角度β。
5、一种便于加工的滚丝胚径结构的加工方法,包括以下步骤:
6、s1、加工第一倒角
7、确定第一倒角和第二倒角的总宽度p和第一倒角的角度α,在胚料进刀端加工第一倒角;
8、s2、加工第二倒角
9、确定第二倒角的宽度b和第二倒角的角度β,在第一倒角的基础上从进刀端加工第二倒角。
10、进一步的,s1中,根据螺纹规格确定第一倒角和第二倒角的总宽度p;
11、根据螺纹规格确定第一倒角的宽度a,第一倒角的宽度a等于一倍螺距;根据螺纹规格确定第一倒角内端直径d和第一倒角外端直径do;第一倒角内端直径d减去外端直径do得到第一倒角1两端直径差δd1;
12、已知第一倒角的宽度a和第一倒角两端直径差δd1,根据勾股定理得出第一倒角的角度α。
13、进一步的,s2中,根据螺纹规格确定第一倒角和第二倒角的总宽度p,总宽度p减去第一倒角的宽度a得到第二倒角的宽度b;第一倒角外端直径do减去第二倒角外端直径dk得到第二倒角两端直径差δd2;
14、已知第二倒角的宽度b和第二倒角两端直径差δd2,根据勾股定理得出第二倒角的角度β。
15、进一步的,s1中,通过车床上的三角卡盘固定住胚料内端部,用外圆车刀将胚料直径加工至第一倒角内端直径d;随后,根据倒角的总宽度p和角度α,刀具从胚料进刀端朝胚料内端方向进给加工第一倒角。
16、进一步的,s2中,根据第二倒角的宽度b和角度β,刀具从胚料进刀端朝胚料内端方向进给,在第一倒角的基础上加工第二倒角。
17、进一步的,第一倒角的角度公差为±1°。
18、进一步的,第二倒角的角度公差为±1°。
19、进一步的,第一倒角和第二倒角为15°~30°。
20、相对于现有技术,本发明所述的便于加工的滚丝胚径结构及其加工方法具有以下有益效果:
21、本发明所述的便于加工的滚丝胚径结构的加工方法,通过在胚料进刀端设置第一倒角和第二倒角,避免加工过程中出现螺纹引导端折叠的问题,提高了滚丝效率和螺栓产品的使用性能。通过设置倒角结构避免螺纹引导端的边缘产生应力集中,将集中的应力分散到更大的区域,减少局部应力的影响,从而减小折叠的风险。倒角的设计还可以引导刀具更好地进入螺纹的加工区域,避免刀具在切入引导端时产生过大的切削力,确保刀具可以平稳地切入和切出螺纹的加工区域,从而减少切削力的影响,进一步降低折叠的风险。
技术特征:
1.一种便于加工的滚丝胚径结构,其特征在于,包括胚料、第一倒角和第二倒角,所述胚料的进刀端依次制有所述第二倒角和所述第一倒角,所述第一倒角与所述第二倒角衔接,使胚料的进刀端依次沿所述第二倒角和所述第一倒角过渡至螺纹段。
2.根据权利要求1所述的一种便于加工的滚丝胚径结构,其特征在于:所述第一倒角的角度α小于所述第二倒角的角度β。
3.一种根据权利要求1所述的便于加工的滚丝胚径结构的加工方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,s1中,根据螺纹规格确定第一倒角和第二倒角的总宽度p;
5.根据权利要求4所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,s2中,根据螺纹规格确定第一倒角和第二倒角的总宽度p,总宽度p减去第一倒角的宽度a得到第二倒角的宽度b;第一倒角外端直径do减去第二倒角外端直径dk得到第二倒角两端直径差δd2;
6.根据权利要求4所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,s1中,通过车床上的三角卡盘固定住胚料内端部,用外圆车刀将胚料直径加工至第一倒角内端直径d;随后,根据倒角的总宽度p和角度α,刀具从胚料进刀端朝胚料内端方向进给加工第一倒角。
7.根据权利要求5所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,s2中,根据第二倒角的宽度b和角度β,刀具从胚料进刀端朝胚料内端方向进给,在第一倒角的基础上加工第二倒角。
8.根据权利要求3所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,第一倒角的角度公差为±1°。
9.根据权利要求3所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,第二倒角的角度公差为±1°。
10.根据权利要求3所述的一种便于加工的滚丝胚径结构的加工方法,其特征在于,第一倒角和第二倒角为15°~30°。
技术总结
本发明提供了一种便于加工的滚丝胚径结构及其加工方法,S1、加工第一倒角:确定第一倒角的宽度A和第一倒角的角度α,在胚料进刀端加工第一倒角;S2、加工第二倒角:确定第二倒角的宽度B和第二倒角的角度β,在第一倒角的基础上从进刀端加工第二倒角。本发明通过设置倒角结构避免螺纹引导端的边缘产生应力集中,将集中的应力分散到更大的区域,减少局部应力的影响,从而减小折叠的风险。倒角的设计还可以引导刀具更好地进入螺纹的加工区域,避免刀具在切入引导端时产生过大的切削力,确保刀具可以平稳地切入和切出螺纹的加工区域,从而减少切削力的影响,进一步降低折叠的风险。
技术研发人员:魏亮亮,孙昂,方宜琦,张晓斌,单垄垄,王燕芳,肖琪
受保护的技术使用者:航天精工股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!