一种屈服强度460MPa级高止裂韧度用钢电弧焊工艺的制作方法
本发明属于钢铁材料焊接领域,涉及了一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺;具体的是,涉及了一种特厚高韧性集装箱船用止裂钢电弧焊工艺。
背景技术:
1、随着我国海洋运输业日渐繁荣,集装箱运输船也日趋大型化,由此可以显著降低运营成本和综合能耗。由于集装箱船的敞开型船体结构设计,船体中部及顶部的舱口围顶板及上甲板边板等关键部位长期处于最高应力水平,集装箱船的大型化对钢板的性能尤其是抗断性能提出了越来越高的要求。具有高止裂韧度等优异抗断性能的460mpa级船板钢,很好地满足了大型集装箱船的建造需求。
2、屈服强度460mpa级高止裂韧度用钢在厚度方向存在一定的组织差异,钢板优异的的强度性能、低温韧性等抗断性能及易焊接等性能之间存在匹配矛盾,综合力学及焊接性能需要得到很好的匹配。需要针对屈服强度460mpa级高止裂韧度用钢开发新的焊接工艺,从而获得综合性能优良的焊接接头。
技术实现思路
1、针对上述问题,本发明目的是提供了一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,该焊接工艺形成的焊接接头具有良好的综合力学性能,焊接接头-40℃低温冲击功kv2≥53j,焊接接头ndtt<-40℃。
2、本发明的技术方案是:本发明提供了一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,包括下述步骤:
3、1)、焊接母材:母材的屈服强度≥460mpa,抗拉强度≥570mpa;
4、母材的化学成分及重量百分比为c:≤0.07%,mn:0.40%~1.90%,si:0.15%~0.30%,s:≤0.005%,p:≤0.010%,ni:0.2%~1.0%,mo:0.008%~0.500%,cu:0.05%~0.50%,余量为fe和不可避免的杂质;
5、2)、焊接材料:焊材选用直径4mm的电弧焊焊条;
6、电弧焊焊条化学成分及重量百分比为:c:≤0.10%,mn:1.20%~1.60%,si:≤0.7%,s:≤0.015%,p:≤0.025%,ni:0.80%~1.20%,mo:0.25%~0.35%,余量为fe及不可避免杂质;
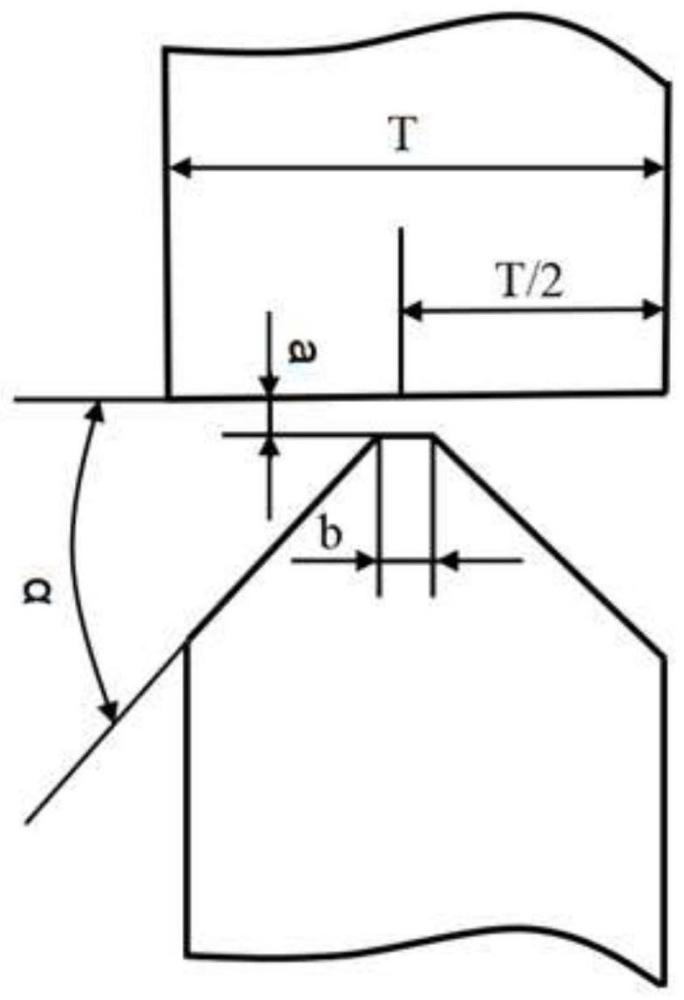
7、3)、焊接参数:坡口形式为对称k型坡口,坡口角度为40°~50°,钝边尺寸为0mm~2mm,坡口间隙为0mm~3mm;焊前不预热,层间温度≤100℃,反面免清根处理;采用焊条电弧焊,焊接电流120a~180a,电弧电压21v~30v,焊接速度13cm/min~18cm/min,焊接热输入8kj/cm~25kj/cm。
8、进一步的,在所述的步骤1)中母材的延伸率≥18%,-40℃冲击功kv2≥120j。
9、进一步的,在所述的步骤2)中电弧焊焊条的熔敷金属-40℃低温冲击功kv2≥53j,抗拉强度≥570mpa。
10、进一步的,在所述的步骤3)中获得的焊接接头的-40℃低温冲击功kv2≥53j,焊接接头抗拉强度≥570mpa。
11、进一步的,在所述的步骤1)中母材钢板的厚度为40mm~60mm。
12、进一步的,在所述的步骤3)中坡口形式为对称k型坡口、角度为45°、钝边尺寸为1mm、坡口装配留1mm间隙;焊前不预热,层间温度控制在40℃~90℃,反面免清根处理;采用焊条电弧焊,焊接电流120a、电弧电压21v、焊接速度18cm/min,焊接热输入8kj/cm,得到焊接接头。
13、进一步的,在所述的步骤3)中坡口形式为对称k型坡口、角度为45°、钝边尺寸为1mm、坡口装配留1mm间隙;焊前不预热,层间温度控制在32℃~90℃,反面免清根处理;采用焊条电弧焊,焊接电流150a、电弧电压24v、焊接速度15cm/min,焊接热输入14kj/cm,得到焊接接头。
14、进一步的,在所述的步骤3)中坡口形式为对称k型坡口、角度为47°、钝边尺寸为2mm、坡口装配留1mm间隙;焊前不预热,层间温度控制在30℃~90℃,反面免清根处理;采用焊条电弧焊,焊接电流168a、电弧电压28v、焊接速度14cm/min,焊接热输入20kj/cm,得到焊接接头。
15、进一步的,在所述的步骤3)中坡口形式为对称k型坡口、角度为47°、钝边尺寸为2mm、坡口装配留1mm间隙;焊前不预热,层间温度控制在30℃~88℃,反面免清根处理;采用焊条电弧焊,焊接电流180a、电弧电压30v、焊接速度13cm/min,焊接热输入25kj/cm,得到焊接接头。
16、本发明的有益效果是:1、本发明适用的高止裂韧度钢板屈服强度≥460mpa、抗拉强度≥570mpa、延伸率≥18%、-40℃冲击功kv2≥120j,针对此类钢板设计焊接工艺,保证焊接接头的力学性能;2、本发明采用的焊接工艺获得的焊接接头综合力学性能优良,焊接热影响区-40℃冲击功kv2≥53j,焊接接头抗拉强度rm≥570mpa,焊接接头侧弯d=4a、180°合格,焊接接头ndtt<-40℃;3、本发明采用的焊接工艺形成的焊接接头获得了良好的综合力学性能,可适用于40mm~60mm厚高止裂韧度钢板的生产焊接,具有易操作、适用环境广、经济性高等优点。
技术特征:
1.一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于,其制备步骤如下:
2.根据权利要求1所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:在步骤(1)中,所述的焊接母材是钢板,所述钢板的厚度为40mm~60mm。
3.根据权利要求2所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:所述母材的屈服强度≥460mpa,抗拉强度≥570mpa。
4.根据权利要求2所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:所述母材的各化学组分按重量百分比计为:c:≤0.07%,mn:0.40%~1.90%,si:0.15%~0.30%,s:≤0.005%,p:≤0.010%,ni:0.2%~1.0%,mo:0.008%~0.500%,cu:0.05%~0.50%,余量为fe和不可避免的杂质。
5.根据权利要求2所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:所述母材的延伸率≥18%,-40℃冲击功kv2≥120j。
6.根据权利要求1所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:在步骤(2)中,所述焊接材料具体是:焊材选用直径4mm的电弧焊焊条。
7.根据权利要求6所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于,所述电弧焊焊条的各化学组分按重量百分比计为:c:≤0.10%,mn:1.20%~1.60%,si:≤0.7%,s:≤0.015%,p:≤0.025%,ni:0.80%~1.20%,mo:0.25%~0.35%,余量为fe及不可避免杂质。
8.根据权利要求6所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于,所述电弧焊焊条的熔敷金属-40℃低温冲击功kv2≥53j,抗拉强度≥570mpa。
9.根据权利要求1所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:在步骤(3)中,所述焊接参数具体是:
10.根据权利要求9所述的一种屈服强度460mpa级高止裂韧度用钢电弧焊工艺,其特征在于:所述获得的焊接接头的-40℃低温冲击功kv2≥53j,焊接接头抗拉强度≥570mpa。
技术总结
本发明公开了一种屈服强度460MPa级高止裂韧度用钢电弧焊工艺;属于钢铁冶炼技术领域,其制备步骤如下:确定焊接母材、确定焊接材料、确定焊接参数。采用本发明所述焊接工艺参数进行焊接时,焊接接头综合力学性能优良,焊缝及热影响区‑40℃冲击功KV<subgt;2</subgt;≥53J,抗拉强度Rm:≥570MPa,焊接接头侧弯d=4a、180°时无裂纹,焊接接头NDTT<‑40℃;本发明采用合理的电弧焊焊接材料以及电弧焊焊接工艺,保证焊接接头:抗拉强度≥570MPa,‑40℃低温冲击功KV<subgt;2</subgt;≥53J,焊接接头侧弯d=4a、180°时无肉眼可见的裂纹,焊接接头NDTT<‑40℃。通过该焊接工艺的焊接接头具有优良的力学性能、优异的低温韧性以及止裂韧性,焊接接头综合性能优良。
技术研发人员:李恒坤,李强,陈林恒,汪晶洁,付军,王光磊,羊冬生
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!