一种尖轨跟端的聚料方法与流程
本发明涉及道岔尖轨加工,尤其涉及一种尖轨跟端的聚料方法。
背景技术:
1、尖轨跟端是尖轨与导曲线钢轨连接的一端。由于尖轨轨型与导曲线钢轨通常不一样,尖轨跟端需要通过锻造改型。当尖轨的截面面积较导曲线钢轨的截面面积有较大富余量时,可以对尖轨跟端进行锻造,以获得合适的跟端轨型。当尖轨的截面面积与导曲线钢轨的截面面积相当或偏小时,如果直接进行锻造,则会出现跟端缺肉的缺陷,这一问题在跟端过渡段尤为突出。为此,在这种下,通常需要首先对跟端进行聚料,然后再进行锻造。在聚料过程中,跟端的聚料并不是均匀进行的。当跟端长度较大(例如大于700mm),聚料比(聚料后的尖轨截面积与聚料前的尖轨截面积之比)较小(例如小于15%)时,由于受到端部效应的影响,跟端端部附近的坯料首先被镦粗,聚料效果更加显著,从而会使靠近跟端端部附近的模膛在成形早期即被充满。由于变形金属与模膛侧壁间的摩擦作用,成形力将会急剧上升,从而导致冲头不能进一步前行。其聚料的结果是跟端的端部有较大的聚料比,而靠近过渡段的部分聚料比很小,从而无法满足后期跟端锻造的需要。
技术实现思路
1、针对现有技术中的技术问题,本发明提供一种尖轨跟端的聚料方法,实现保证聚料区部分坯料获得良好的聚料效果,实现尖轨跟端成型区的小幅聚料,同时适度调整了跟端的形状,更便于后期的锻造。
2、一种尖轨跟端的聚料方法,方法包括,
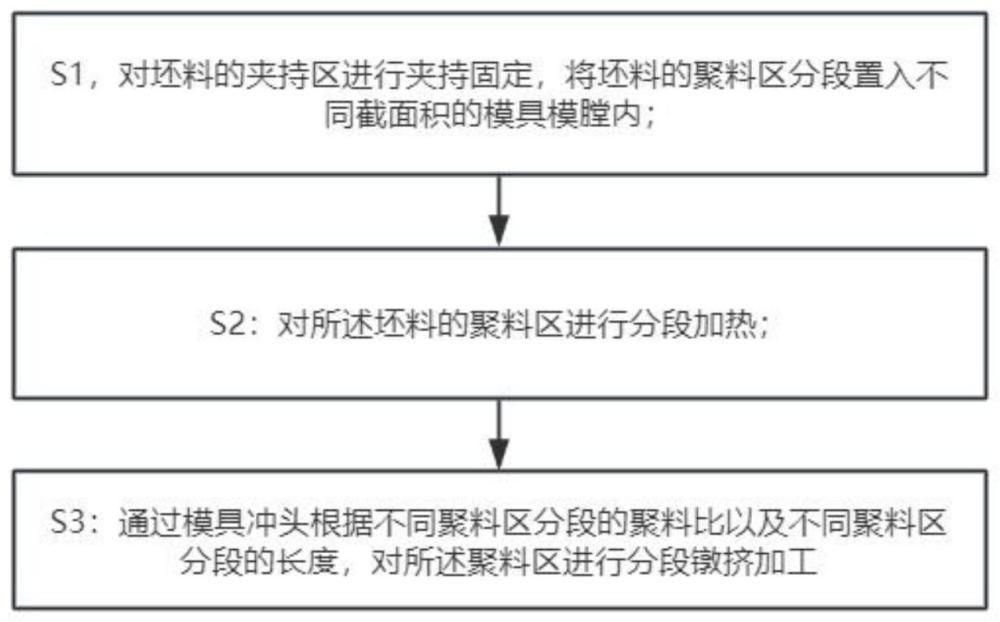
3、s1,对坯料的夹持区进行夹持固定,将坯料的聚料区分段置入不同截面积的模具模膛内;
4、s2:对坯料的聚料区进行分段加热;
5、s3:通过模具冲头根据不同聚料区分段的聚料比以及不同聚料区分段的长度,对聚料区进行分段镦挤加工。
6、进一步的,聚料区根据不同聚料比分为大聚料区和小聚料区,大聚料区位于靠近坯料的夹持区的一端,小聚料区位于远离坯料的夹持区的一端,大聚料区的坯料加热温度高于小聚料区的锻坯加热温度,大聚料区的聚料比高于小聚料区的聚料比。
7、进一步的,大聚料区的锻坯加热温度根据坯料材料的始锻温度确定,小聚料区的锻坯加热温度低于大聚料区的锻坯加热温度50℃-100℃。
8、进一步的,大聚料区根据不同加工区分为尖轨跟端过渡区和尖轨跟端成型区,尖轨跟端过渡区设置于靠近坯料的夹持区的一端,尖轨跟端成型区设置在远离坯料的夹持区的一端;大聚料区的长度不小于尖轨跟端过渡区长度与尖轨跟端成型区一半长度之和。
9、进一步的,尖轨跟端过渡区和尖轨跟端成型区之间通过g1曲面过渡,g1曲面的长度为聚料区总长度的1/10。
10、进一步的,模具冲头的形状与坯料截面形状一致,模具冲头工作行程s的计算公式为:
11、s=(c-1)*l*k
12、其中,c表示聚料比,即聚料后的聚料区的截面积与聚料前的聚料区的截面积之比,l表示聚料区不同聚料比分段的长度,k表示行程系数,k的取值范围为1-1.15。
13、进一步的,小聚料区的模具模膛的截面基准形状通过坯料外形向外均匀偏置获得,偏置量的大小由小聚料区的聚料比确定。
14、进一步的,小聚料区模具模膛轨底形状通过对小聚料区的模具模膛的截面基准形状进行修正获得,小聚料区的模具模膛长肢长度方向的尺寸为小聚料区的模具模膛的基准尺寸向内偏置1-2倍后的长度,小聚料区的模具模膛短肢长度方向的尺寸为小聚料区的模具模膛的基准尺寸向外偏置1倍的偏置量后的长度。
15、进一步的,大聚料区的模具模膛截面的基准形状通过小聚料区的模具模膛的截面形状向外均匀偏置1-2mm获得。
16、进一步的,大聚料区模具模膛轨底形状通过对大聚料区的模具模膛的截面基准形状进行修正获得,大聚料区的模具模膛长肢长度方向的尺寸为大聚料区的模具模膛的基准尺寸向内偏置1-2倍后的长度,大聚料区的模具模膛短肢长度方向的尺寸为大聚料区的模具模膛的基准尺寸向外偏置1倍的偏置量后的长度。
17、本发明的一种尖轨跟端的聚料方法,通过分段加热和分段采用不同基准尺寸聚料模膛的方法,产生更有利于靠近尖轨跟端过渡区部分坯料聚料的变形条件,从而保证聚料区部分坯料获得良好的聚料效果,实现尖轨跟端成型区的小幅聚料,同时适度调整了跟端的形状,更便于后期的锻造。
技术特征:
1.一种尖轨跟端的聚料方法,其特征在于:所述方法包括,
2.根据权利要求1中所述的一种尖轨跟端的聚料方法,其特征在于:所述聚料区根据不同聚料比分为大聚料区和小聚料区,所述大聚料区位于靠近所述坯料的夹持区的一端,所述小聚料区位于远离所述坯料的夹持区的一端,所述大聚料区的坯料加热温度高于小聚料区的锻坯加热温度,所述大聚料区的聚料比高于小聚料区的聚料比。
3.根据权利要求2中所述的一种尖轨跟端的聚料方法,其特征在于:所述大聚料区的锻坯加热温度根据坯料材料的始锻温度确定,所述小聚料区的锻坯加热温度低于大聚料区的锻坯加热温度50℃-100℃。
4.根据权利要求2中所述的一种尖轨跟端的聚料方法,其特征在于:所述大聚料区根据不同加工区分为尖轨跟端过渡区和尖轨跟端成型区,所述尖轨跟端过渡区设置于靠近坯料的夹持区的一端,所述尖轨跟端成型区设置在远离所述坯料的夹持区的一端;所述大聚料区的长度不小于尖轨跟端过渡区长度与尖轨跟端成型区一半长度之和。
5.根据权利要求4中所述的一种尖轨跟端的聚料方法,其特征在于:所述尖轨跟端过渡区和尖轨跟端成型区之间通过g1曲面过渡,所述g1曲面的长度为聚料区总长度的1/10。
6.根据权利要求1中所述的一种尖轨跟端的聚料方法,其特征在于:所述模具冲头的形状与坯料截面形状一致,所述模具冲头工作行程s的计算公式为:
7.根据权利要求2中所述的一种尖轨跟端的聚料方法,其特征在于:所述小聚料区的模具模膛的截面基准形状通过坯料外形向外均匀偏置获得,偏置量的大小由小聚料区的聚料比确定。
8.根据权利要求7中所述的一种尖轨跟端的聚料方法,其特征在于:所述小聚料区模具模膛轨底形状通过对小聚料区的模具模膛的截面基准形状进行修正获得,所述小聚料区的模具模膛长肢长度方向的尺寸为小聚料区的模具模膛的基准尺寸向内偏置1-2倍后的长度,所述小聚料区的模具模膛短肢长度方向的尺寸为小聚料区的模具模膛的基准尺寸向外偏置1倍的偏置量后的长度。
9.根据权利要求8所述的一种尖轨跟端的聚料方法,其特征在于:所述大聚料区的模具模膛截面的基准形状通过小聚料区的模具模膛的截面形状向外均匀偏置1-2mm获得。
10.根据权利要求9所述的一种尖轨跟端的聚料方法,其特征在于:所述大聚料区模具模膛轨底形状通过对大聚料区的模具模膛的截面基准形状进行修正获得,所述大聚料区的模具模膛长肢长度方向的尺寸为大聚料区的模具模膛的基准尺寸向内偏置1-2倍后的长度,所述大聚料区的模具模膛短肢长度方向的尺寸为大聚料区的模具模膛的基准尺寸向外偏置1倍的偏置量后的长度。
技术总结
本发明涉及道岔尖轨加工技术领域,具体公开了一种尖轨跟端的聚料方法,方法包括,对坯料的夹持区进行夹持固定,将坯料的聚料区分段置入不同截面积的模具模膛内;对坯料的聚料区进行分段加热;通过模具冲头根据不同聚料区分段的聚料比以及不同聚料区分段的长度,对聚料区进行分段镦挤加工。本发明的一种尖轨跟端的聚料方法,通过分段加热和分段采用不同基准尺寸聚料模膛对坯料进行墩挤的加工方法,产生更有利于靠近尖轨跟端过渡区部分坯料聚料的变形条件,从而保证聚料区部分坯料获得良好的聚料效果,实现尖轨跟端成型区的小幅聚料,同时适度调整了跟端的形状,更便于后期的锻造。
技术研发人员:王玲,刘春城,张伟,张洪兵,李琰赟,徐明,胡新伟,梁磊,郭石锋,齐秀阳,杜一飞
受保护的技术使用者:中铁山桥集团有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!