含几丁聚糖复合吸水纤维伤口敷料的制备系统及其制备方法与流程
本发明涉及敷料生产设备,具体是含几丁聚糖复合吸水纤维伤口敷料的制备系统及其制备方法。
背景技术:
1、含几丁聚糖复合吸水纤维伤口敷料一般由复合为一体的基底层、功能层吸液层、剥离层组成;基底层为弹力胶布,功能层为可包裹药物的几丁聚糖纤维包合材料,所述几丁聚糖包合材料中含几丁聚糖或具有抗菌功效的成分,其外层以剥离层进行保护,其中通过提纯装置将阿拉斯加雪蟹或蟹壳通过酸碱滴定法、光谱法、电位滴定法将蟹壳去酸去蛋白,脱敏后制成几丁聚糖。通过超声交联将几丁聚糖再度提纯,再次去除过敏原双重去除过敏源,提高产品安全性,再者就是通过聚合分离装置将几丁糖聚合分离出小分子(10-20kda)和大分子(80-90kda)几丁聚糖小分子可以直达创面内部,降低创面渗出的炎症反应,改善创面内部微环境,缩短伤创面愈合时间。然后通过矩阵织造装置实现工艺控释技术:用湿性法制成几丁聚糖纤维,将大分子和小分子几丁聚糖成矩阵排列编织,形成微孔洞,多层纤维编织呈矩阵排列实现药物控释、重金属及病菌微生物吸附和渗液正向吸收反向过滤。针对创面的感染和渗出液情况控制释放几丁聚糖和结合水,小分子几丁聚糖通过正负电荷结合实现靶向抑菌功效,大分子几丁聚糖实现靶向凝血止痛功效,实现控释技术。最后高温物理压合法将混合分子量几丁聚糖纤维与高吸水纤维及高分子透气不透水粘合织物压合一体,通过将基底层、功能层吸液层以及剥离层进行挤压,实现对几丁聚糖复合吸水纤维伤口敷料的加工制备,通过上述方法制备的伤口敷料能够解决创面的换药复杂、换药贵、创面愈合慢,敷料功能单一,患者依从性差和过敏临床难题,通过控释技术减少对创面刺激,更靶向,一次性实现:靶向抑菌,靶向止血,镇痛,吸附重金属病菌微生物,通过反过滤释放结合水营造湿性环境促愈合,预防色素沉着的形成、抑制瘢痕增生、良好的生物相容性的作用,并能够防止伤口粘连,通过透气不透水高分子黏贴层解决长时间使用伤口血供减少变白难题,实现保护创面防止二次伤害和感染的问题。
2、在申请号为cn202320251582.5的中国专利公开了一种创可贴生产自动压力装置,通过在压力装置中设置多个压头,能够同时对若干个创可贴进行加压,能够进一步提高工作效率;通过设置传动装置,自动化的上料装置,能够避免人工上料效率低下的问题,提高工作效率的同时保障安全生产;通过设置限位辊,能够对出现向上翘起的创口贴进行按压,从而避免创口贴在传动过程中出现位移,提高加压精准度。申请号为cn202321130015.0的中国专利公开了一种压片装置,通过液压缸带动上压模向下移动,和下压模进行压合,从而得到水凝胶敷料压片,通过电动推杆带动滑动板左右移动,配合不同位置的下压模,能够一次性加工多个水凝胶敷料压片,一个工作人员可看管多台装置,降低装置加工过程中的停顿等待时间,提高适用性和加工效率;通过缓冲装置的设置,上压模和下压模压合过程中,缓冲垫受到挤压变形,使上压模和下压模弹性接触,能够对其起到保护作用,且由于下连接座和滑槽滑动连接,能够避免下连接座歪斜。但是在实际对伤口敷料进行压合制备的过程中仍存在以下问题,具体的:
3、1、在对原材料进行压片的同时,需要提前将各层原材料进行叠加在一块,同时不能对各层进行逐层压片,压片效果不好,容易出现中间位置挤压不实的问题;
4、2、同一时间内,不能有效的实现对多组原料层进行贴合压实,不便于对不同组的原料层进行同步输送压片;
5、3、在压片完成后,敷料长时间和模具贴合,在脱模过程会出现粘模现象,甚至出现脱模不及时,导致多组敷料重合挤压,影响产品的质量。
6、因此,本发明提供含几丁聚糖复合吸水纤维伤口敷料的制备系统及其制备方法来解决上述问题。
技术实现思路
1、针对上述情况,为克服现有技术之缺陷,本发明提供含几丁聚糖复合吸水纤维伤口敷料的制备系统及其制备方法,有效的解决了对不能在对敷料压片的同时对原料层进行逐层叠加挤压,敷料压片完成后不便于脱模以及不能对多组敷料进行同步进行压片处理的问题。
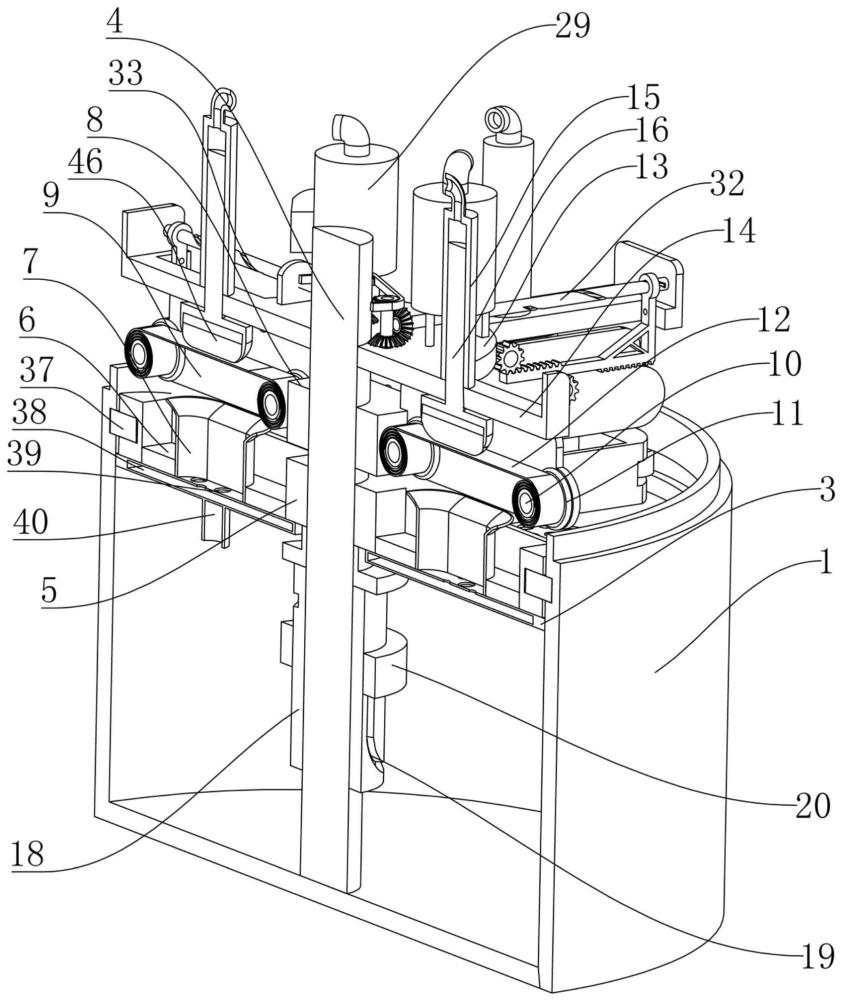
2、本发明包括底座,连接在所述的底座上端的升降盖,所述的底座内部固定连接有承托圆盘,所述的底座内部同轴固定连接有贯穿所述的承托圆盘的限位轴,所述的限位轴同轴转动连接有置于所述的承托圆盘上端的转动托架,所述的转动托架外壁固定连接有四个等圆周分布的转动臂杆,所述的转动臂杆内部均连接有敷料模具盒,所述的转动托架上方同轴置有和所述的限位轴固定连接的上料架,所述的上料架外壁固定连接有四个等圆周分布的下料框,三个相连所述的下料框内均连接有物料输送装置,所述的物料输送装置包括转动连接在所述的下料框内部两个对称分布的转动杆,所述的转动杆上均同轴连接有转动辊,两个所述的转动辊上缠绕有原料带,其中一个所述的转动辊和外界驱动装置相连;
3、所述的上料架上方置有和所述的限位轴同轴固定连接的限位盘,所述的限位盘外壁固定连接有四个等圆周分布的支撑板,所述的支撑板和所述的下料框上下对应,所述的支撑板上端均固定连接有液压套筒,所述的液压套筒内部上下滑动连接有贯穿所述的支撑板的伸缩杆,所述的伸缩杆下端连接有和所述的敷料模具盒相配合的按压模头,所述的液压套筒和连接在所述的限位盘上端的供压装置相连;
4、所述的承托圆盘下方同轴置有和所述的限位轴同轴转动的驱动套,所述的驱动套上端和所述的转动托架固定连接,所述的驱动套外壁开设有升降往复滑轨,所述的驱动套外围同轴上下滑动连接有升降套柄,所述的升降套柄内转动连接有和所述的升降往复滑轨相配合的转动销,所述的升降套柄和转动连接在所述的底座内部的往复螺杆螺纹连接,所述的往复螺杆和连接在所述的底座内部的驱动电机相连;
5、所述的承托圆盘上固定连接有和所述的敷料模具盒相配合的下料盒,所述的下料盒位于两个所述的下料框之间,所述的下料盒下端连接有收纳盒。
6、优选的,所述的下料框侧壁沿所述的限位轴径向滑动连接有双边齿条,所述的双边齿条上下两侧置有和所述的下料框转动连接的限位齿轮,所述的限位齿轮和所述的双边齿条相啮合,所述的双边齿条和连接在所述的升降盖内部的下料驱动结构相连;
7、所述的下料框上转动连接有偏心轮,所述的偏心轮上开设有滑行圆轨,所述的偏心轮、所述的物料输送装置内部的一个转动辊分别和两个所述的限位齿轮通过链轮传动机构相连;
8、所述的限位盘上端固定连接有四个等圆周分布的液压筒,所述的液压筒上端通过导管和所述的液压套筒上端相连,所述的液压筒内部均上下滑动连接有液压杆,所述的液压杆贯穿所述的限位盘,所述的液压杆下端固定连接有滑动销杆,所述的滑动销杆和所述的滑行圆轨相配合。
9、优选的,所述的下料驱动结构包括和所述的支撑板转动连接的驱动轴杆,所述的驱动轴杆上开设有螺旋轨道,所述的双边齿条上端固定连接有滑行套,所述的滑行套内部固定连接有和所述的螺旋轨道相配合滑行销;
10、所述的限位盘上转动连接有四个等圆周分布的中转轴,所述的中转轴和所述的驱动轴杆通过锥齿轮换向结构相连,所述的驱动轴杆上端同轴固定连接有连接链轮,四个所述的连接链轮通过链条相连,其中一个所述的驱动轴杆和连接在所述的限位盘上的压片电机相连。
11、优选的,所述的底座内部开设有环形轨道,所述的转动臂杆远离所述的限位轴一端转动连接有行走轮,所述的行走轮和所述的环形轨道相配合,所述的行走轮外壁和所述的环形轨道内壁相贴合。
12、优选的,所述的承托圆盘内部开设有环形通气轨,所述的承托圆盘上端开设有若干喷气孔,所述的敷料模具盒位于所述的喷气孔的正上方;
13、所述的承托圆盘下端固定连接有进气管,所述的进气管和所述的环形通气轨相连通,所述的进气管和连接在所述的承托圆盘下端的循环气泵相连。
14、优选的,所述的下料盒和所述的收纳盒通过搭扣锁相连,所述的下料盒和收纳盒之间连接有弹性密封环,所述的收纳盒下端固定连通有排气螺纹管,所述的排气螺纹管下端螺纹连接有排气管,所述的排气管的另一端和所述的循环气泵相连。
15、优选的,所述的按压模头包括和所述的伸缩杆螺纹连接的上按压套,所述的上按压套内部通过弹簧连接有压模头。
16、优选的,所述的底座上转动连接有调节螺杆,所述的升降盖上固定连接有和所述的调节螺杆相配合的螺纹套,所述的调节螺杆和固定连接在所述的底座上的调节电机相连,所述的底座和升降盖之间连接有伸缩升降杆。
17、含几丁聚糖复合吸水纤维伤口敷料的制备系统的制备方法,包括以下步骤:
18、步骤一:首先将升降盖打开,然后将不同的原料带安装在不同组的转动辊上,然后关闭所述的升降盖;
19、步骤二:接着启动所述的驱动电机、压片电机、循环气泵;
20、步骤三:所述的驱动电机转动,带动所述的驱动套90度间歇转动,同时所述的压片电机带动所述的双边齿条滑动,实现对所述的偏心轮和转动辊的交替驱动;
21、步骤四:在所述的转动臂杆90度间歇转动过程,实现对敷料各层的叠加压片;
22、步骤五:压片完成后的敷料,在所述的转动臂杆转动过程,由于所述的下料盒内部负压作用,所述的敷料落入所述的下料盒内部;
23、步骤六,所述的转动臂杆持续转动,使后面所述的敷料有序压片并通过所述的下料盒排向所述的收纳盒内部,循环往复。
24、本发明针对现有的伤口敷料制备装置进行改进,具备以下有益效果:
25、1、有效的解决了对伤口敷料进行多组同步进行制备以及将物料进行自动收纳的问题;
26、2、通过设置三组物料输送装置有效的解决了在对不同层的物料自动叠加,避免了需要预先将各层物料叠加,在压片过程不同层出现受力不均的问题;
27、3、通过设置环形通气轨、喷气孔、循环气泵、排气螺纹管、排气管有效的解决了敷料模具盒内部喷气避免敷料和敷料模具盒出现粘连以及敷料不能随敷料模具盒同步转动,和对压片完成后的敷料不能顺利有效的收纳的问题。
- 还没有人留言评论。精彩留言会获得点赞!