中厚钛合金板差速搅拌摩擦焊接工具及采用其的焊接工艺
本发明属于搅拌摩擦焊接,具体涉及一种中厚钛合金板差速搅拌摩擦焊接工具及采用其的焊接工艺。
背景技术:
1、以ti-6al-4v(tc4)为代表的钛合金因比强度高、耐蚀性好、生物兼容性优异等特性在航空航天、海洋及生物医学等领域具有广泛应用。目前工业中钛合金的焊接方式仍以熔焊为主,但由于钛熔点高且化学活性强,在高温下易吸收氢、氧、氮等元素并与之反应,从而引起接头脆化,因此钛合金熔焊通常对熔池保护气氛的要求非常苛刻。此外,钛合金熔焊接头中还易出现气孔、热裂纹、焊缝组织粗大、残余应力大等问题,因此如何减少甚至解决钛合金熔焊过程中存在的问题一直是国内外学者研究的重点。
2、搅拌摩擦焊是一种先进的固态焊接技术,依靠搅拌工具与被焊工件之间的摩擦产热使材料塑化流动,塑性金属跟随搅拌工具沿工件接缝移动形成焊缝,实现工件连接。由于搅拌摩擦焊过程既涉及严重塑性变形又具有短时温升现象,不仅可避免金属凝固过程中产生的气孔、裂纹、夹杂等缺陷,还可对焊缝组织进行显著细化、致密化和均匀化,提升焊接质量。搅拌摩擦焊具有节能环保、优质高效、焊接方式灵活、组织性能可控性高等诸多优点,是实现钛合金高质量焊接的有效方法。
3、目前钛合金的搅拌摩擦焊多针对3毫米以下的薄板,而对于3毫米以上厚度,尤其是3~20毫米的中厚板材来说实现无缺陷焊接的难度大幅增加。这主要是由于钛合金的导热性能差,在焊接时会遇到焊缝上部散热不充分导致的热量过度累积和材料过渡软化,而焊缝下部容易受热不充分导致热量过低、材料难以软化。另外,钛合金的搅拌摩擦焊接工艺非常苛刻、参数窗口极窄,这与其最佳塑性变形温度区间非常窄(900~1100℃)有关,低于此温度区间,钛合金流动性变差,焊缝底部易出现隧道、未焊合等成形不良缺陷;而高于此温度区间,焊核区材料处于超塑性状态,易发生流动失稳现象,此时焊接工具难以有效约束焊缝材料,焊缝表面易出现塌陷缺陷,内部易出现孔洞缺陷。因此,温度场和材料流变不均衡是产生焊接缺陷的主要原因,而温度场和流变场的稳定控制是制约中厚板钛合金搅拌摩擦焊接的关键技术瓶颈。
4、为解决焊接时焊缝上部易过热和下部易过冷问题,近年来能实现轴肩和搅拌针独立驱动的差速搅拌摩擦焊接技术被开发出来(专利cn201811085361、cn201010258757),这种技术能够在提升搅拌针转速的同时降低轴肩转速,使焊缝厚度方向的热输入和流变更加均衡,有望成为中厚板钛合金高质量焊接的一种可行解决方案。
5、焊接工具是搅拌摩擦焊接技术的“心脏”,而目前尚无适用于钛合金的差速搅拌摩擦焊接工具。首先,现有差速搅拌摩擦焊接工具主要针对铝、镁等低熔点材料开发,多采用工具钢材质,而工具钢耐磨性和高温强度较差,不适用于钛合金焊接。近年来,钨合金、硬质合金、sic陶瓷等超硬耐磨材料被广泛用于制造钛合金焊接工具,然而,该类材料制备和加工难度大,成本极其高昂。另外,现有差速工具轴肩和搅拌针均采用一体式设计,工具体积均较大,直径超过80毫米。然而,对于钛合金差速工具来说,大尺寸原材料的制备和加工难使得传统一体式设计制造方案面临巨大挑战。主要原因为:钨合金、硬质合金等超硬耐磨材料断裂韧性极差,几乎无法变形加工,而目前超硬耐磨材料的热压烧结等粉末冶金制备技术不成熟,很容易出现孔洞、夹杂、开裂、组织性能不均匀等问题,良品率较低,且当热压培料尺寸增大时,上述问题更加突出。鉴于以上技术问题,现有钛合金焊接工具材料的直径尺寸很难突破50毫米,例如国内外公开报导的最大直径钨铼合金工具为23.5毫米(theinternational journal of advanced manufacturing technology 103(2019)4763-4769)。最大直径钨镧合金工具为40毫米(fatigue&fracture of engineering materials&structures 39(2016)1226-1240),这使得一体式差速工具制造方案的经济性和可行性不高。
6、另外,焊接工艺参数的设计和优化是实现钛合金无缺陷焊接的基础,然而由于钛合金热物理性能的特殊性,其搅拌摩擦焊接工艺参数不像铝合金等低熔点材料具有较好的普适性,需对焊接过程的热输入和流变状态进行精准控制,才能获得质量稳定且无缺陷的焊接接头。具体来说,不同板厚、状态的钛合金,其搅拌摩擦焊接工艺参数一般不可通用,并存在较大差异。因此,需要结合板厚和工具设计针对性地开发适用于钛合金厚板的差速焊接工艺。
7、为解决焊接工具和工艺方面的瓶颈问题,本发明提出一种中厚钛合金板差速搅拌摩擦焊接工具,并提供采用其的搅拌摩擦焊接工艺,有望克服传统差速焊接工具制造对大尺寸原材料的依赖,实现中厚板钛合金的高质量焊接。
技术实现思路
1、因此,本发明提供一种中厚钛合金板差速搅拌摩擦焊接工具及采用其的焊接工艺,能够解决现有技术中差速焊接工具制造对大尺寸原材料的依赖的技术问题。
2、为了解决上述问题,本发明提供一种中厚钛合金板差速搅拌摩擦焊接工具,用于焊接钛合金板,包括:
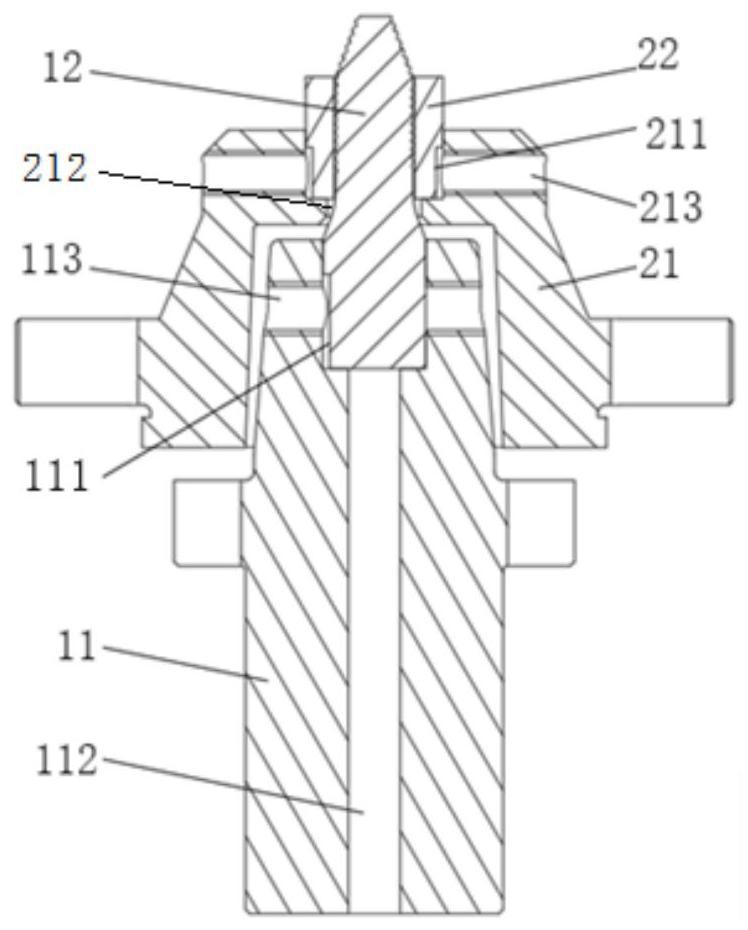
3、能够被独立驱动旋转的搅拌针组件,包括搅拌针底座以及可拆卸地组装于所述搅拌针底座上的搅拌针;
4、能够被独立驱动旋转的轴肩组件,包括轴肩底座以及可拆卸地组装于所述轴肩底座上的轴肩,所述轴肩具有中心通孔,所述搅拌针插装穿行于所述中心通孔;
5、所述搅拌针及所述轴肩的材质为第一材质,所述搅拌针底座及所述轴肩底座的材质为第二材质,且所述第一材质的硬度及耐磨性皆高于所述第二材质。
6、在一些实施方式中,
7、所述第一材质为钨合金、硬质合金中的一种;和/或,
8、所述第二材质为工具钢。
9、在一些实施方式中,
10、所述搅拌针包括在组装状态下凸出于所述中心通孔的第一端孔口的端头、处于所述中心通孔内的连接柱以及处于所述连接柱远离所述端头一侧的锁紧柱,所述端头、连接柱及锁紧柱三者同轴设置,其中,所述端头及所述连接柱的外周壁上分别具有环绕所述搅拌针的旋转中心轴线设置的第一外螺纹段及第二外螺纹段。
11、在一些实施方式中,
12、所述端头的轴向长度为l,待焊接的所述钛合金板的厚度为d,0.2毫米≤d~l≤1毫米;所述端头为圆台形,所述连接柱与所述圆台形的大底连接且直径相等皆为d2,所述圆台形的小底直径为d1、所述锁紧柱的直径为d3,d1<d2<d3。
13、在一些实施方式中,
14、所述第一外螺纹段的螺距m1=1~2毫米,截面为半圆形且截面半径为r1=0.2~1毫米,m1>2r1;和/或,所述第二外螺纹段的螺距m2=1~2毫米,截面为半圆形且截面半径为r2=0.1~0.5毫米,m2>2r2,r1>r2,且r1=d2/40~d2/20。
15、在一些实施方式中,
16、所述轴肩朝向待焊接钛合金板的端面沿径向由内向外逐渐远离所述待焊接钛合金板倾斜,且倾斜角度为a,0≤a≤5°,即轴肩端面内边缘不低于外边缘,呈平面或外凸面。
17、在一些实施方式中,
18、所述搅拌针底座的第一端形成有第一组装孔,所述搅拌针通过所述锁紧柱插装于所述第一组装孔内,所述搅拌针底座还形成有第一拆卸通孔,所述第一拆卸通孔沿所述搅拌针底座的轴向延伸并贯通至所述搅拌针底座的第二端,所述第一组装孔的深度与所述锁紧柱的轴向高度相等;和/或,
19、所述轴肩底座的第一端形成有第二组装孔,所述轴肩插装于所述第二组装孔内,所述轴肩底座还形成有第二拆卸通孔,所述第二拆卸通孔沿所述轴肩底座的轴向延伸并贯通至所述轴肩底座的第二端,所述第二组装孔的深度不小于所述轴肩的轴向高度的一半。
20、在一些实施方式中,
21、所述中心通孔的直径为d6,0.1毫米≤d6~d2≤0.6毫米。
22、本发明还提供一种采用上述的中厚钛合金板差速搅拌摩擦焊接工具进行的中厚钛合金板焊接工艺,包括:
23、获取待焊接钛合金板的厚度;
24、根据所述待焊接钛合金板的厚度选择尺寸合适的轴肩及搅拌针,控制所述搅拌针以第一转速w1旋转、所述轴肩以第二转速w2旋转,并保证w1>w2;
25、根据所述待焊接钛合金板的厚度控制端头的自由端与所述待焊接钛合金板的底面之间的间距s,保证s处于0.2毫米至1毫米之间;
26、并在焊接过程中采用工业纯氩对焊缝表面进行保护。
27、在一些实施方式中,
28、对于3~7毫米厚的钛合金板,选用所述轴肩的外径为15毫米,内径为9.1~9.6毫米;端头根部直径为9毫米,s为0.2毫米,300转/分钟≤w1≤600转/分钟、50转/分钟≤w2≤200转/分钟,焊速为50~200毫米/分钟,保护气出口管内径为7毫米,氩气流量2~3升/分钟;或者,
29、对于8~12毫米厚的钛合金板,选用所述轴肩的外径为25毫米,内径为15.1~15.6毫米;端头根部直径为15毫米,s为0.5毫米,200转/分钟≤w1≤500转/分钟,50转/分钟≤w2≤150转/分钟,焊速为25~150毫米/分钟,保护气出口管内径为10毫米,氩气流量3~4升/分钟;或者,
30、对于13~17毫米厚的钛合金板,选用所述轴肩的外径为35毫米,内径为20.1~20.6毫米;端头根部直径为20毫米,s为0.8毫米,150转/分钟≤w1≤400转/分钟,25转/分钟≤w2≤100转/分钟,焊速为25~100毫米/分钟,保护气出口管内径为12毫米,氩气流量4~5升/分钟;或者,
31、对于18~20毫米厚的钛合金板,选用所述轴肩的外径为40毫米,内径为25.1~25.6毫米;端头根部直径为25毫米,s为1毫米,50转/分钟≤w1≤200转/分钟,0转/分钟≤w2≤100转/分钟,焊速为10~50毫米/分钟,保护气出口管内径为15毫米,氩气流量5~6升/分钟。
32、本发明提供的一种中厚钛合金板差速搅拌摩擦焊接工具及采用其的焊接工艺,具有以下有益效果:
33、搅拌针与搅拌针底座之间可拆卸连接、轴肩与轴肩底座之间可拆卸连接,从而可以仅将需要与待焊接钛合金板接触的搅拌针、轴肩单独采用高硬度高耐磨性的材料制作,而不与待焊接钛合金板接触的搅拌针底座及轴肩底座的材料则可以采用硬度及耐磨性能偏低的材料制作,从而有效降低了焊接工具的制造成本的同时,有效克服了现有技术中钛合金焊接工具材料尺寸选择无法满足搅拌针底座及轴肩底座的大尺寸需求的困难,也即本发明中在选择具体材料时材料尺寸仅需要满足具体的搅拌针及轴肩即可,从而能够极大程度地提升超硬高耐磨性材料在差速搅拌焊接工具的推广适用,提升差速搅拌摩擦焊接技术在高熔点金属材料焊接中应用的可行性。
- 还没有人留言评论。精彩留言会获得点赞!