一种铝型材钻孔自动化设备及方法与流程
本发明涉及于铝型材钻孔,更具体地说,涉及一种铝型材钻孔自动化设备及方法。
背景技术:
1、铝型材钻孔自动化设备是一种用于自动化加工铝型材的装置,通常用于制造行业,特别是铝制品制造行业。这些设备的主要目的是在铝型材上进行精确的钻孔操作,以满足特定的制造需求。
2、市场上常见的铝型材钻孔自动化设备有立式结构,该种钻孔设备的优点在于启动方便且支持多头多轴同时打孔,这种多头多轴的设计虽然提高了功能性但是由于钻孔机数量的增加,也会造成铝屑的增加,四处飞溅的铝屑后期清理起来比较麻烦,而大多数铝型材钻孔自动化设备缺少简单便捷的铝屑清理装置。
技术实现思路
1、本发明的目的在于提供一种铝型材钻孔自动化设备及方法,以解决上述背景技术中提出的问题:市场上常见的铝型材钻孔自动化设备有立式结构,该种钻孔设备的优点在于启动方便且支持多头多轴同时打孔,这种多头多轴的设计虽然提高了功能性但是由于钻孔机数量的增加,也会造成铝屑的增加,四处飞溅的铝屑后期清理起来比较麻烦,而大多数铝型材钻孔自动化设备缺少简单便捷的铝屑清理装置。
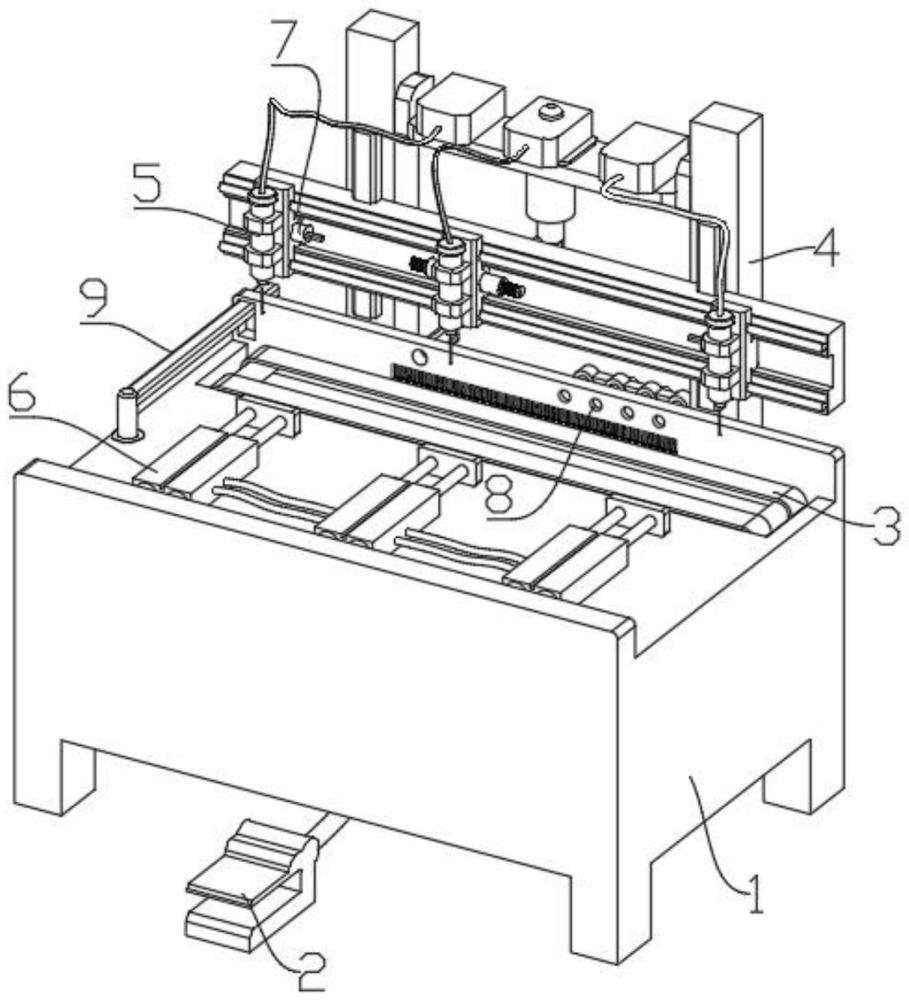
2、一种铝型材钻孔自动化设备,包括立式箱体、钻孔支撑装置、三台钻孔装置和靠山压料装置,所述立式箱体包括支撑台,所述支撑台底部连接有脚踏式启动开关,所述支撑台上表面靠后方开设有矩形槽,所述矩形槽上半部分安装有传送装置,且所述支撑台上表面设置有所述靠山压料装置,所述支撑台背面安装有所述钻孔支撑装置,所述钻孔装置活动连接在所述钻孔支撑装置上,且所述钻孔装置上设置有组合结构,所述组合结构包括螺旋伸缩基座和转动基座,所述螺旋伸缩基座安装在中间所述钻孔装置两侧,且所述螺旋伸缩基座活动连接有螺纹伸缩转杆,所述螺纹伸缩转杆开设有六角槽芯,所述转动基座分别连接在左右两端所述钻孔装置的相对面上,且所述转动基座活动连接有转动座,所述转动座固定连接有六角柱,所述支撑台和所述钻孔支撑装置之间,并位于所述支撑台背面上端处设置有位移标记装置,所述支撑台左端设置有定位装置,通过组合结构可以将三台钻孔装置合并在一起,且合并后的三台钻孔装置还可以进行一定的间距调整,既能够三台分别打孔,又可以实现三台钻孔装置等间距同步钻孔,且间距可调;
3、优选地,所述传送装置包括两个滚动轴,所述滚动轴分别设置在所述矩形槽左右两端,两个所述滚动轴之间连接有双道传送带,所述双道传送带有两个传送带组成,所述双道传送带的两个传送带之间留有5厘米的空隙,且所述双道传送带的空隙正对所述钻孔装置,所述双道传送带上表面比所述支撑台上表面高出5毫米,所述滚动轴贯穿所述矩形槽前后内壁,且所述滚动轴后端延长处活动连接有轴承座,且所述轴承座固定安装在所述支撑台背面,利用传送装置运送铝型材物料方便快捷,省去了人工移动的时间精力,且该传送装置设置有双道传送带,在钻孔装置对铝型材物料进行钻孔时,伴随产生的部分铝屑会从双道传送带空隙中落入矩形槽,实现对部分铝屑的快速收集,有效减少支撑台表面的铝屑残留。
4、优选地,所述支撑台内部设置有自动喷水水箱和传送电机,所述矩形槽底面开设有一排下水口,且所述矩形槽远离所述钻孔支撑装置的内壁上连接有一排喷水管,所述下水口连接有下水管,矩形槽上半段用于安装容纳传送装置,而矩形槽下半段设置了清理冲刷用的喷水管,做到及时清理钻孔残渣,方便快捷。
5、优选地,所述钻孔支撑装置包括固定安装在支撑台背面的两个支撑架,所述支撑架前表面固定连接有滑杆,且两个所述支撑架之间固定连接有支撑梁,所述支撑梁底面固定连接有气压杆,所述气压杆底端横向连接有轨道板,所述轨道板活动连接在滑杆上,且所述轨道板前表面上下端设置有滑动轨条,所述滑动轨条连接所述钻孔装置,通过钻孔支撑装置提高了钻孔装置的机动性,使其能够多方位移动。
6、优选地,所述钻孔装置包括安装在支撑梁上表面的三个移动控制盒和活动连接在滑动轨条上的三个移动底板,所述移动控制盒连接有控制导线,所述控制导线下端连接有小型转孔机,所述小型转孔机固定安装在所述移动底板前表面,所述移动底板背面上下端开设有两个连接滑槽,且所述连接滑槽活动连接在所述滑动轨条上,通过设置三个小型转孔机相比于一天钻孔设备而言提高了钻孔效果,缩短了加工时间。
7、优选地,所述位移标记装置包括多色标记器、图像传感器和位移记录直尺,所述多色标记器和所述图像传感器都设置在所述支撑台背面,所述多色标记器设置有四个颜色标记杆,且所述多色标记器的颜色标记杆贯穿连接在所述支撑台背面,所述支撑台与所述图像传感器正对面开设有圆孔,所述位移记录直尺内嵌在所述支撑台背面相对所述靠山压料装置一侧,且所述位移记录直尺位于所述多色标记器和所述图像传感器的正下方,所述图像传感器尾部连接有固定架,所述固定架固定安装在所述支撑台背面,所述多色标记器为自动伸缩结构,且所述多色标记器尾部连接有电池盒,利用位移标记装置可以调节制停铝型材物料在传送装置上的移动距离,提高对铝型材物料移动打孔间距的精细度。
8、优选地,所述定位装置包括固定安装在支撑台上表面的升降杆,所述升降杆顶端固定连接有压板,所述压板延长端贯穿所述支撑台背面,且所述压板延长端连接有辅助伸缩杆,所述辅助伸缩杆固定安装在所述支撑台背面,定位装置的设置不仅在铝型材物料移动时起到一定限位作用,还可以在接收位移标记装置发送的制动信号后结合靠山压料装置对铝型材物料进行实时定位控制,有效提高了铝型材物料打孔时的稳定性。
9、一种铝型材钻孔自动化设备使用方法,包括以下步骤:
10、s1、放置铝型材:将铝型材原料放置沿着矩形槽右端放置在双道传送带,并贴紧支撑台背面;
11、s2、合并打孔:启动传送装置使得铝型材原料移动至钻孔装置下,关闭传送装置,控制钻孔装置沿着滑动轨条移动,使位于左右两端的钻孔装置与中间的钻孔装置通过组合结构结合;
12、s3、调试间距:当两端钻孔装置上的六角柱插入中间钻孔装置上的六角槽芯后,提供电流导通六角柱内的磁感线圈,使六角柱与螺纹伸缩转杆磁性相吸,之后通过电动驱动螺纹伸缩转杆沿着螺旋伸缩基座旋转,调整中间钻孔装置与两端钻孔装置的间距;
13、s4、打孔前调整:启动小型转孔机,并脚踩脚踏式启动开关启动控制气压杆伸长,使轨道板上的钻孔装置向下靠近铝型材原料并钻孔;
14、s5、位移标记:首次打孔过程中,根据想要的位移间隔,控制多色标记器中的一只颜色标记杆伸长,在铝型材原料侧面留下标记,待完成打孔后,使钻孔装置复位,再次启动传送装置;
15、s6、连接打孔:在铝型材原料移动一段距离后,图像传感器识别到标记,并通过传感信号制停传送装置,且同时控制靠山压料装置和定位装置压紧铝型材原料,之后重复钻孔步骤;
16、s7、清理残渣:待一轮打孔完成后,通过喷水管向矩形槽内喷水,清理掉落在矩形槽中的铝屑残渣。
17、相比于现有技术,本发明的优点在于:
18、(1)本发明中,设置有带有间隙的双道传送带,在钻孔装置对铝型材物料进行钻孔时,伴随产生的部分铝屑会从双道传送带空隙中落入矩形槽,实现对部分铝屑的快速收集,有效减少支撑台表面的铝屑残留,且在矩形槽中设置有喷水管,能够对掉落在矩形槽中铝屑进行及时冲刷清理,方便快捷。
19、(2)本发明中,设置有位移标记功能,在进行连续打孔时,利用多色标记器对铝型材原料侧面进行颜色标记,在铝型材原料移动过程中,图像传感器会识别到标记,并通过传感信号制停传送装置,同时控制靠山压料装置和定位装置压紧铝型材原料,实现对铝型材原料的等距连续定位打孔。
20、(3)本发明中,设置有三台打孔机,且在三台打孔机之间设置有组合结构,通过该组合结构不仅实现多台打孔机的合并,有助于同步多孔,而且该组合结构还可以进行间距调整,使得合并后的打孔机可以灵活调节间距,有效提高了装置打孔的适应性。
- 还没有人留言评论。精彩留言会获得点赞!