一种焊缝跟踪处理方法
本发明涉及焊接,尤其涉及一种焊缝跟踪处理方法。
背景技术:
1、在两个板材进行焊接时,有时板材的边缘并非完全平直,而是会有一定程度的弯曲,导致两个板材之间的焊缝也不是平直的焊缝。在自动化焊接时,为确保焊接的效果,需要焊接设备追踪着焊缝进行焊接,为此提出一种基于视觉的焊缝跟踪处理方法。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种焊缝跟踪处理方法,能够从焊缝图像中获取焊缝光条的中心线,以引导焊接设备沿焊缝前移。
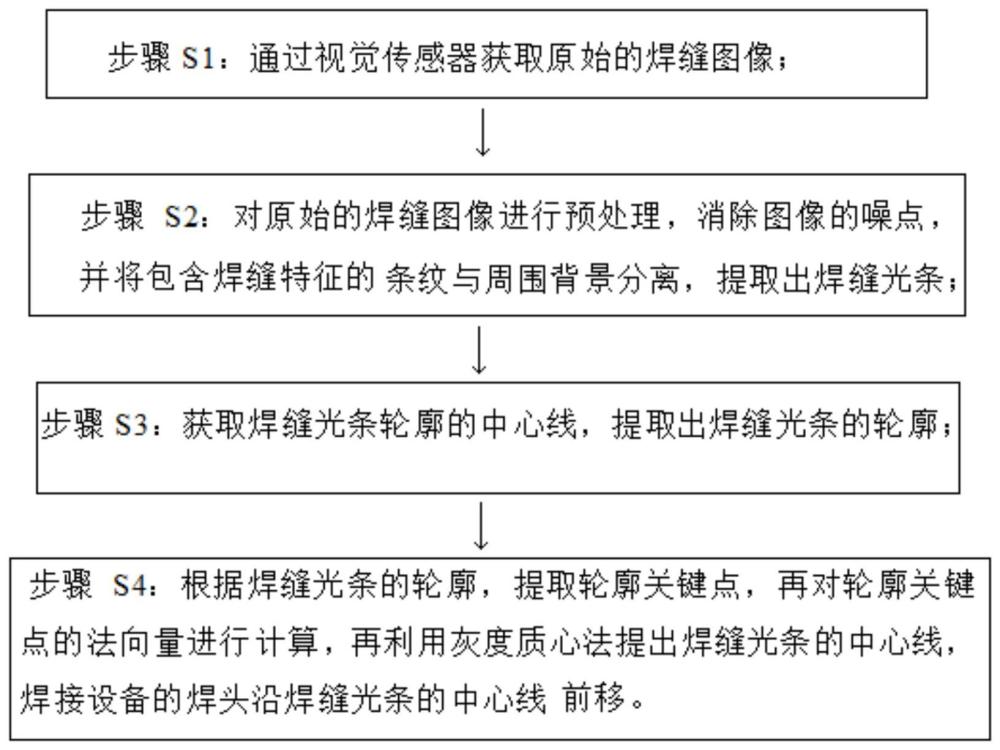
2、技术方案:为实现上述目的,本发明的一种焊缝跟踪处理方法,包括以下步骤:步骤s1:通过视觉传感器获取原始的焊缝图像;步骤s2:对原始的焊缝图像进行预处理,消除图像的噪点,并将包含焊缝特征的条纹与周围背景分离,提取出焊缝光条;步骤s3:获取焊缝光条轮廓的中心线,提取出焊缝光条的轮廓;步骤s4:根据焊缝光条的轮廓,提取轮廓关键点,再对轮廓关键点的法向量进行计算,再利用灰度质心法提出焊缝光条的中心线,焊接设备的焊头沿焊缝光条的中心线前移。
3、进一步地,在步骤s2中,先采用感兴趣区域提取法截取焊缝所在区域的图像,再采用高斯滤波器消除截取图像中的噪点。
4、进一步地,在步骤s2中,采用图像分割算法将包含焊缝特征的激光条纹与周围背景分离,以提取出焊缝光条,具体如下:
5、将灰度值小于阈值的背景板材区域的灰度值变为0,将灰度值大于阈值的激光条纹区域的灰度值变为255;其数学表达式为:
6、
7、式中,f(x,y)为经过预处理后的焊缝图像像素灰度值,g(x,y)为焊缝图像处理后的像素灰度值,t为确定的最佳分割范围而算得的阈值。
8、进一步地,采用最大类间方差法来进行图像二值化处理,以确定t的最佳阈值,包括如下步骤:步骤t1:对图像的灰度级进行直方图统计,并计算出每个灰度级出现的概率;步骤t2:从灰度级最小值开始,计算每个灰度级处的类间方差;步骤t3:找到类间方差最大的灰度级作为t的最佳阈值,将图像进行二值化处理。
9、进一步地,在步骤s3中,利用灰度质心法得到焊缝光条轮廓的中心线,先通过阈值分割或边缘检测得到轮廓,对轮廓进行细化,以得到一个像素宽度的线;对于每个像素,计算其灰度质心,将所有灰度质心连接起来,即可得到焊缝光条轮廓的中心线。
10、进一步地,在步骤s4中,轮廓点曲率的具体定义方法如下:
11、设逆时针方向为正方向,轮廓上的任意一点p左侧有n个点分别为p0,p1,…,pn,则该点的左侧方向矢量pl定义为:
12、
13、同样假设点p右侧n个点,q0,q1,…,qn,则该点右侧方向矢量pr定义为:
14、
15、则点p的曲率为:
16、
17、采用轮廓多边形的方法对轮廓进行分段处理,再提取轮廓关键点,步骤如下:步骤r1:选取合适的n值,计算每个点的变化率r(p),将所有的点标记为0;步骤r2:计算所有标记为0轮廓点的平均变化率rˉ(p),按照顺时针方向判断所有未标记为0的轮廓点,若被判断轮廓点变化率不大于rˉ(p),则将其标记为1;步骤r3:扫描所有被标记为1的轮廓点,按照其连续性对其分段,即如果两个相邻轮廓点均标记为1,则认为它们属于同一分段;按顺时针方向取每一个分段上的起始点ps为分段关键点,将ps加入轮廓关键点集合u=u∪ps,并标记该分段上的点为已分类;步骤r4:若所有的轮廓点均已被标记为1且已分类,则终止分段,轮廓关键点集合u即为所得,否则跳转至步骤r2。
18、进一步地,在步骤s4中,在轮廓分段的基础上,以相邻两个轮廓关键点的分段为单位进行法向量的提取,同一分段上的每一个数据点,均采用相同的法向量;设顺时针方向为正方向,具体计算方法为:
19、
20、
21、
22、式中cx和cy分别代表轮廓两个关键点之间分段的中心x和y的方向坐标,w代表以cx和cy为中心的w×w子块,pij代表轮廓分段区间上的点,且如果或为0,则θ(cx,cy)为0,则分段法方向为:
23、
24、进一步地,在步骤s4中,利用灰度质心法提取激光条纹初始中心,条纹中心计算方法如下:
25、
26、
27、式中gth为焊缝光条轮廓提取的灰度阈值,xpi和ypi分别为pi对应像素点的x和y坐标,f(pi)为焊缝光条原始图像中扫描线上pi像素点所对应的灰度值。
28、进一步地,在焊缝路径上有曲形面,使焊缝光条的中心线要经过平面区段和曲面区段;焊接设备在平面区段时为平面行进模式,平面行进模式下,焊接设备的焊头沿焊缝光条的中心线以速度v1匀速前移;焊接设备在曲面区段时为曲面行进模式,曲面行进模式下,焊接设备仍沿焊缝光条的中心线前移,但焊接设备根据曲面形状进行升降,且焊接设备的前移速度对应调整。
29、进一步地,当曲面区段为内凹曲面时,焊接设备先降低后升高,焊接设备的前移速度相较平面行进模式下降至v2;当曲面区段为外凸曲面时,焊接设备先升高后降低,焊接设备的前移速度相较平面行进模式下降至v3,且v3小于v2。
30、有益效果:本发明的一种焊缝跟踪处理方法,在获取焊缝图像后,利用算法得到焊缝光条的中心线,焊接设备的焊头沿着焊缝光条的中心线前移,能够提高焊接效果。
技术特征:
1.一种焊缝跟踪处理方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种焊缝跟踪处理方法,其特征在于:在步骤s2中,先采用感兴趣区域提取法截取焊缝所在区域的图像,再采用高斯滤波器消除截取图像中的噪点。
3.根据权利要求1所述的一种焊缝跟踪处理方法,其特征在于:在步骤s2中,采用图像分割算法将包含焊缝特征的激光条纹与周围背景分离,以提取出焊缝光条,具体如下:
4.根据权利要求3所述的一种焊缝跟踪处理方法,其特征在于:采用最大类间方差法来进行图像二值化处理,以确定t的最佳阈值,包括如下步骤:
5.根据权利要求1所述的一种焊缝跟踪处理方法,其特征在于:在步骤s3中,利用灰度质心法得到焊缝光条轮廓的中心线,先通过阈值分割或边缘检测得到轮廓,对轮廓进行细化,以得到一个像素宽度的线;对于每个像素,计算其灰度质心,将所有灰度质心连接起来,即可得到焊缝光条轮廓的中心线。
6.根据权利要求1所述的一种焊缝跟踪处理方法,其特征在于:在步骤s4中,轮廓点曲率的具体定义方法如下:
7.根据权利要求6所述的一种焊缝跟踪处理方法,其特征在于:在步骤s4中,在轮廓分段的基础上,以相邻两个轮廓关键点的分段为单位进行法向量的提取,同一分段上的每一个数据点,均采用相同的法向量;设顺时针方向为正方向,具体计算方法为:
8.根据权利要求7所述的一种焊缝跟踪处理方法,其特征在于:在步骤s4中,利用灰度质心法提取激光条纹初始中心,条纹中心计算方法如下:
9.根据权利要求1所述的一种焊缝跟踪处理方法,其特征在于:在焊缝路径上有曲形面,使焊缝光条的中心线要经过平面区段和曲面区段;
10.根据权利要求9所述的一种焊缝跟踪处理方法,其特征在于:当曲面区段为内凹曲面时,焊接设备先降低后升高,焊接设备的前移速度相较平面行进模式下降至v2;当曲面区段为外凸曲面时,焊接设备先升高后降低,焊接设备的前移速度相较平面行进模式下降至v3,且v3小于v2。
技术总结
本发明公开了一种焊缝跟踪处理方法,包括以下步骤:步骤S1:通过视觉传感器获取原始的焊缝图像;步骤S2:对原始的焊缝图像进行预处理,消除图像的噪点,并将包含焊缝特征的激光条纹与周围背景分离,提取出焊缝光条;步骤S3:获取焊缝光条轮廓的中心线,提取出焊缝光条的轮廓;步骤S4:根据焊缝光条的轮廓,提取轮廓关键点,再对轮廓关键点的法向量进行计算,再利用灰度质心法提出焊缝光条的中心线,焊接设备的焊头沿焊缝光条的中心线前移。本发明在获取焊缝图像后,利用算法得到焊缝光条的中心线,焊接设备的焊头沿着焊缝光条的中心线前移,能够提高焊接效果。
技术研发人员:田军委,张震,赵鹏,苏宇,李锦涛,李高宏,曹庚杰
受保护的技术使用者:西安工业大学
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!