一种异径管电磁成形装置及方法
本发明属于金属板管件成形领域,更具体地,涉及一种基于金属屏蔽环的异径管电磁成形装置及方法。
背景技术:
1、异径管是指管件两端直径不同,管身具有一定锥形梯度的一类金属管件,常用于连接不同直径的管道。轻质合金(镁、铝、钛合金)制成的异径管,由于结构强度高、质量轻、耐腐蚀等优势,广泛应用于管道运输领域。
2、由于轻质合金在室温下的成形性能差,采用传统冷挤压技术加工异径管时容易出现开裂的问题。电磁成形是一种利用脉冲电磁力驱动工件发生塑性变形的特种成形工艺,其高应变率、非接触施力等特性能够显著提高材料的成形极限,以及抑制起皱和回弹,是解决目前轻质合金加工难题的有效途径之一,已被用于实现多类金属管件加工。
3、然而,使用传统电磁成形技术加工异径管也面临难题:由于管件端部受到的电磁力过大,管件端部会与模具先接触,形成局部间隙,间隙内的空气无法排出,导致异径管贴模精度差,如图1所示。针对这一问题,文献1《gradient electromagnetic forming(gemf):a new forming approach for variable-diameter tubes by use of sectional coil》中提出了一种变间距的异径管成形专用线圈,通过增大管件端部区域线圈的间距进而削弱管件端部所受电磁力,使得管件可以自下而上依次贴合在模具上,大大提升了贴模精度。专利cn11515291b中也提出了一种基于多线圈-多电源的金属异径管电磁成形的装置及方法,在管件端部额外设置一个小型线圈,由独立的电源控制,通过改变不同线圈的放电参数,使管件端部的电磁力削弱,进而使管件自下而上贴模。
4、上述方案虽然可以解决异径管电磁成形时贴模精度差的问题,但仍存在明显不足:(1)变间距线圈在绕制完成后,其在管件上产生的电磁力场分布相对单一,难以满足不同扩口程度异径管的成形需求;(2)而多线圈-多电源的成形方法能够通过改变不同线圈的放电参数来灵活调节力场分布,但存在成形系统复杂、难以推广等问题。因此,亟需发展一种装置简单且力场调控灵活的电磁成形方法。
技术实现思路
1、针对现有异径管电磁成形技术的缺陷或改进需求,本发明提供了一种异径管电磁成形装置及方法,解决了传统电磁成形在加工异径管时贴模精度差的问题;同时本申请兼具有装置简单且力场调控灵活等优势,可用于满足不同尺寸异径管的加工需求。
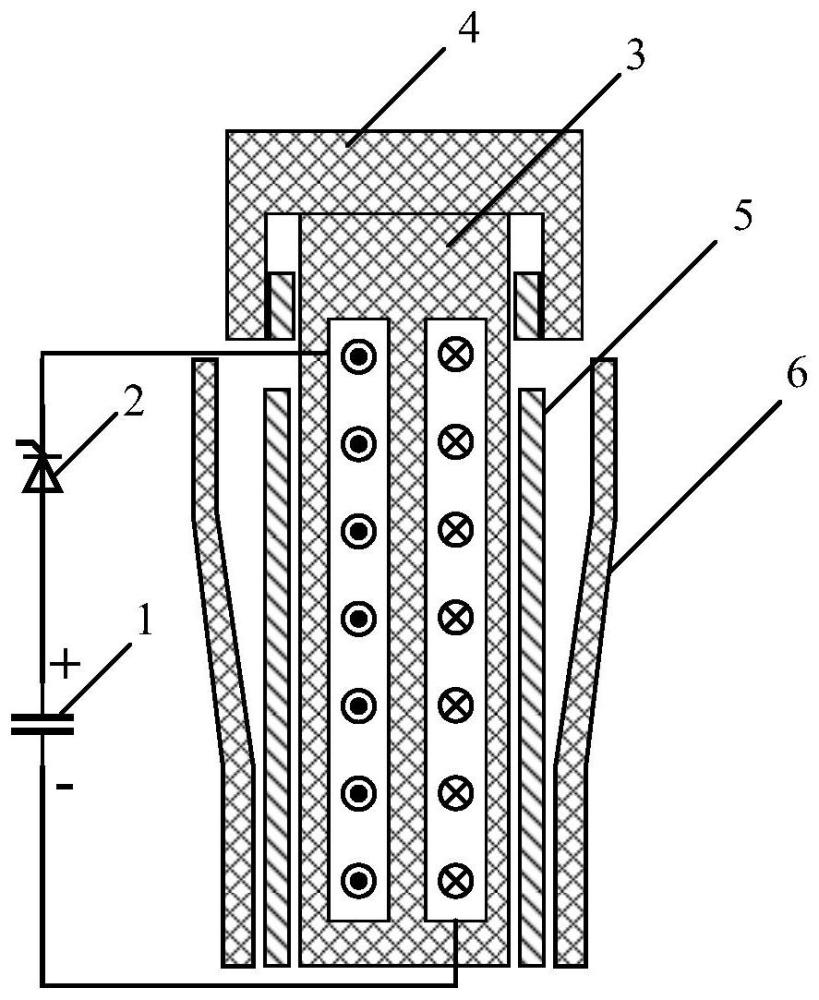
2、本发明提供了一种异径管电磁成形装置,包括电磁成形模块和电源模块;电源模块用于在线圈中产生电流;电磁成形模块包括:成形线圈和金属屏蔽环;所述成形线圈用于产生磁场和待成形管件中的感应涡流,进而产生电磁力驱动待成形管件发生变形;所述金属屏蔽环用于改善待成形管件端部电磁力分布,使待成形管件能够沿着模具自下而上贴模,改善了传统异径管电磁成形的贴模性能。
3、更进一步地,金属屏蔽环的内径与所述待成形管件得内径相同。
4、更进一步地,金属屏蔽环的材料可以选择电导率为1×107s/m~5.8×107s/m的材料。金属屏蔽环的材料优选为高强度的镁合金、铝合金或紫铜。
5、更进一步地,通过改变所述金属屏蔽环与所述待成形管件的间距d、所述金属屏蔽环的厚度l或采用不同电导率的金属屏蔽环来调控电磁力场的轴向分布。
6、其中,当放电电压保持不变时,仅通过调节所述金属屏蔽环与所述待成形管件的间距d使所述待成形管件端部的电磁力具有较大的调节范围。
7、更进一步地,随着所述金属屏蔽环与所述待成形管件的间距d的增加,金属屏蔽环对电磁力的屏蔽效果变弱,待成形管件端部区域的电磁力将增大。
8、其中,当待成形管件扩口程度较大时,仅通过调节放电电压或者屏蔽环相对高度无法使得管件贴合在模具上时,可以通过同时调控屏蔽环的相对高度与放电电压,进而提升大扩口程度异径管的贴模精度。
9、更进一步地,电磁成形模块还包括模具,且模具与成形线圈、待成形管件和金属屏蔽环同轴放置。当需要成形不同扩口程度的异径管时,仅需通过更换不锈钢模具并且调节屏蔽环的相对高度与放电电压来实现。
10、更进一步地,成形线圈采用导线匝间距相同的螺线管线圈。
11、本发明还提供了一种异径管电磁成形方法,包括下述步骤:
12、将待成形的管件置于成形线圈与不锈钢模具之间;
13、在金属屏蔽环嵌套入防止其变形的环氧模具,并同轴置于待成形管件上端;
14、通过脉冲电源给成形线圈通电,使通电后的成形线圈产生脉冲磁场,并在待成形管件以及金属屏蔽环中产生感应涡流,金属屏蔽环产生的磁场将削弱管件端部的感应涡流,在管件端部感应涡流被削弱的情况下与脉冲磁场相互作用下产生用于驱动金属管件发生变形的电磁力;
15、通过管件端部电磁力被削弱的情况下,驱动管件高速形变并自下而上依次贴合在模具上;
16、通过调整金属屏蔽环与待成形管件的间距d、屏蔽环厚度l、屏蔽环电导率和放电电压,可调节管件上电磁力场的分布,进而满足不同扩口程度的异径管成形需求。
17、与现有技术相比,本发明所提出的方法及装置具有以下优点:
18、(1)在装置层面上,仅在原有的成形装置中引入额外的金属屏蔽环及配套的固定装置,且所使用的线圈为传统的管件成形线圈,无需复杂设计。
19、(2)在力场调控层面上,通过改变放电电压,屏蔽环的材料、厚度以及与管件之间的相对距离,可实现不同的力场分布,满足不同的加工需求。
技术特征:
1.一种异径管电磁成形装置,其特征在于,包括电磁成形模块和电源模块;
2.如权利要求1所述的异径管电磁成形装置,其特征在于,所述金属屏蔽环的内径与所述待成形管件得内径相同。
3.如权利要求1所述的异径管电磁成形装置,其特征在于,所述金属屏蔽环的材料可以选择电导率为1×107s/m~5.8×107s/m的材料。
4.如权利要求1所述的异径管电磁成形装置,其特征在于,通过改变所述金属屏蔽环与所述待成形管件的间距、所述金属屏蔽环的厚度或电导率来调控电磁力场的轴向分布。
5.如权利要求4所述的异径管电磁成形装置,其特征在于,当放电电压保持不变时,仅通过调节所述金属屏蔽环与所述待成形管件的间距使所述待成形管件端部的电磁力具有较大的调节范围。
6.如权利要求5所述的异径管电磁成形装置,其特征在于,随着所述金属屏蔽环与所述待成形管件的间距的增加,所述金属屏蔽环对电磁力的屏蔽效果变弱,所述待成形管件端部区域的电磁力将增大。
7.如权利要求4所述的异径管电磁成形装置,其特征在于,当待成形管件内径较大时,仅通过调节放电电压或者屏蔽环相对高度无法使得管件贴合在模具上时,可以通过同时调控屏蔽环的相对高度与放电电压,进而成形不同扩口程度的异径管。
8.如权利要求1-7任一项所述的异径管电磁成形装置,其特征在于,所述电磁成形模块还包括模具,且所述模具与所述成形线圈、所述待成形管件和所述金属屏蔽环同轴放置。
9.如权利要求1-7任一项所述的异径管电磁成形装置,其特征在于,所述成形线圈采用导线匝间距相同的螺线管线圈。
10.一种异径管电磁成形方法,其特征在于,包括下述步骤:
技术总结
本发明公开了一种异径管电磁成形装置及方法,包括:电磁成形模块和电源模块;电磁成形模块包括:成形线圈和金属屏蔽环;成形线圈产生磁场和待成形管件中的感应涡流,进而产生电磁力驱动待成形管件发生变形;金属屏蔽环改善待成形管件端部电磁力分布,使待成形管件能够沿着模具自下而上贴模,改善了传统异径管电磁成形的贴模性能。本发明通过在管件端部引入金属屏蔽环,改善管件上的电磁力场分布,使管件能够沿着模具自下而上贴模,解决了传统电磁成形在加工异径管时贴模精度差的问题。本发明通过改变放电电压,屏蔽环的材料、厚度以及与管件之间的距离,实现不同的电磁力场分布,用于成形不同扩口程度的异径管,彰显了在电磁力场调控的灵活性。
技术研发人员:曹全梁,朱鑫辉,欧阳少威,张望,赖智鹏,韩小涛,李亮
受保护的技术使用者:华中科技大学
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!