焊接装置的制作方法
本发明属于医疗器械加工,尤其涉及一种焊接装置。
背景技术:
1、卵圆孔未闭是指心脏上的小孔在出生后没有正常闭合,在没有出现症状的情况下,大多数人的卵圆孔未闭是无需治疗的。但近年来的许多研究表明,卵圆孔未闭与不明原因脑卒中患者之间存在着密切的联系。因此需要使用卵圆孔未闭缝合器来对未闭卵圆孔进行修复,其中在缝合器主要包括介入部、开合臂以及推动件,开合臂铰接设置在介入部的端部,在开合臂与推动件之间设置有控制杆。操作者通过驱动推动件来推动控制杆即可实现控制开合臂的运动。但是现有的卵圆孔未闭缝合器在生产时存在着推动件的安装位置不准确的问题,导致开合臂无法进行精准夹持,严重影响卵圆孔未闭缝合器的使用。
技术实现思路
1、本发明的目的在于提供一种焊接装置,旨在解决现有技术中的卵圆孔未闭缝合器在生产时存在的推动件的安装位置不准确的技术问题。
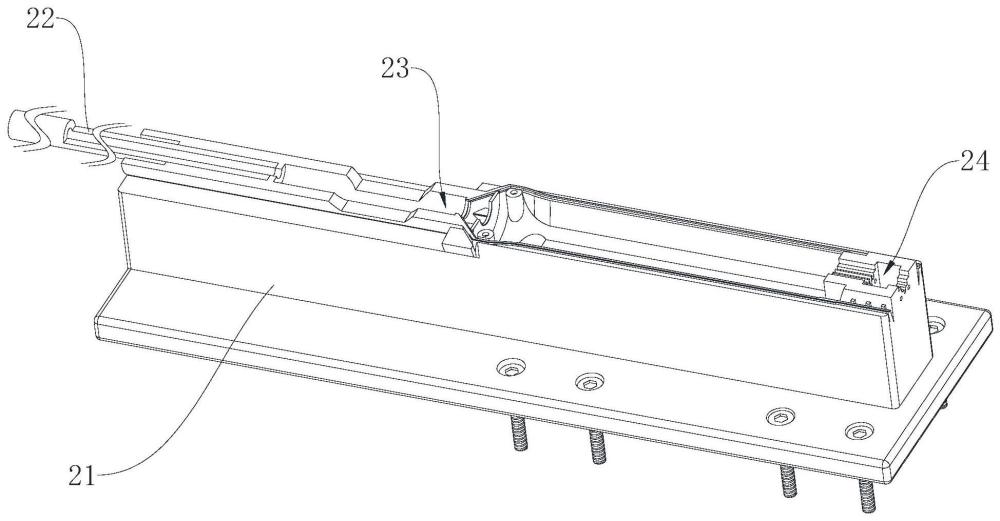
2、本发明是这样实现的,一种焊接装置,用于对卵圆孔未闭缝合器上推动件与控制杆的相对位置进行定位,包括工作台与装夹底座,所述装夹底座设置在所述工作台上,所述装夹底座上设置有第一定位结构与第二定位结构,所述第一定位结构用于定位介入部以及开合臂的位置,所述第二定位结构用于定位所述推动件的位置,所述第一定位结构与所示第二定位结构相互间隔设置。
3、在一个可选实施例中,所述第一定位结构包括设置在所述装夹底座上且与所述介入部形状匹配的第一定位槽,所述第二定位结构包括设置在所述装夹底座上且与所述推动件形状匹配的第二定位槽。
4、在一个可选实施例中,所述装夹底座包括本体部与支撑延长件,所述支撑延长件一端连接在所述本体部上,另一端向远离所述本体部的方向延伸,所述第一定位槽至少一部分设置在所述本体部上,另一部分设置在所述支撑延长件上,所述第二定位槽设置在所述本体部上远离所述支撑延长件的一端,所述第二定位槽与所述第一定位槽相互间隔设置。
5、在一个可选实施例中,所述焊接装置还包括多组设置在所述工作台上的张紧装置,所述张紧装置用于与所述控制杆远离开合臂的端部连接、并沿所述控制杆的长度方向将所述控制杆拉紧。
6、在一个可选实施例中,所述张紧装置包括安装滑块、锁紧器以及拉紧单元,所述安装滑块沿所述控制杆的长度方向滑动设置在所述工作台上,所述锁紧器设置在所述安装滑块的侧面,所述锁紧器用于与所述控制杆远离所述开合臂的端部连接,且所述拉紧单元也与所述安装滑块相连,所述拉紧单元用于将所述安装滑块向远离所述装夹底座的方向拉动。
7、在一个可选实施例中,所述拉紧单元包括定滑轮、牵引绳以及配重块,所述定滑轮转动设置在所述工作台上,所述配重块悬空设置在所述工作台侧面,所述牵引绳绕设在所述定滑轮的外周上,所述牵引绳的第一端与所述安装滑块相连,所述牵引绳的第二端与所述配重块相连。
8、在一个可选实施例中,所述工作台上设置有限位件,所述限位件用于阻挡所述安装滑块、以防止所述安装滑块被拉动。
9、在一个可选实施例中,所述锁紧器包括锁紧杆、夹紧件以及锁紧帽,所述锁紧杆的第一端固设在所述安装滑块上,所述夹紧件的第一端与所述锁紧杆的第二端连接,所述夹紧件的第二端上设置有多个绕所述夹紧件的轴线设置的夹紧部,所述锁紧帽拆卸套装在所述锁紧杆的第二端,所述锁紧帽用于使多个所述夹紧部相互靠近、以将所述控制杆夹紧。
10、在一个可选实施例中,所述张紧装置包括安装滑块、锁紧器、张力检测器以及位置调整单元,所述安装滑块沿所述控制杆的长度方向滑动设置在所述工作台上,所述张力检测器设置在所述安装滑块上,所述锁紧器与所述张力检测器的测量端相连,所述锁紧器用于与控制杆的端部连接,所述位置调整单元用于调整所述安装滑块在所述工作台上的位置。
11、在一个可选实施例中,所述位置调整单元包括驱动底座以及推动杆,所述驱动底座设置在所述工作台上,所述驱动底座位于所述安装滑块与所述装夹底座之间的驱动底座,所述推动杆与所述驱动底座螺纹连接,且所述推动杆的一端抵靠在所述安装滑块上。
12、本发明相对于现有技术的技术效果是:在使用时首先将控制杆的一端与开合臂的控制端相连。然后将介入部整体放置到装夹底座上并通过第一定位结构进行定位,再将推动件放置到装夹底座上并通过第二定位结构进行定位。在介入部与推动件的位置均确定后,将介入部上的控制杆拉伸到推动件处并于推动件连接。与现有技术相比,在装夹底座上设置有第一定位结构来对介入部以及开合臂进行定位,并在装夹底座设置有第二定位结构来对推动件的位置进行定位后。通过装夹底座上第一定位结构与第二定位结构的设置,可以在焊接前将介入部上开合臂以及推动件的位置进行定位,使推动件与开合臂的相对位置保持准确后再将推动件与控制杆进行连接,保证了推动件在控制杆上安装位置的精确,使开合臂的夹持操作更加精准,使卵圆孔未闭缝合器使用精准。
技术特征:
1.一种焊接装置,用于对卵圆孔未闭缝合器上推动件与控制杆的相对位置进行定位,其特征在于,包括工作台与装夹底座,所述装夹底座设置在所述工作台上,所述装夹底座上设置有第一定位结构与第二定位结构,所述第一定位结构用于定位介入部以及开合臂的位置,所述第二定位结构用于定位所述推动件的位置,所述第一定位结构与所示第二定位结构相互间隔设置。
2.如权利要求1所述的焊接装置,其特征在于,所述第一定位结构包括设置在所述装夹底座上且与所述介入部形状匹配的第一定位槽,所述第二定位结构包括设置在所述装夹底座上且与所述推动件形状匹配的第二定位槽。
3.如权利要求2所述的焊接装置,其特征在于,所述装夹底座包括本体部与支撑延长件,所述支撑延长件的一端连接在所述本体部上,另一端向远离所述本体部的方向延伸,所述第一定位槽的至少一部分设置在所述本体部上,另一部分设置在所述支撑延长件上,所述第二定位槽设置在所述本体部上远离所述支撑延长件的一端,所述第二定位槽与所述第一定位槽相互间隔设置。
4.如权利要求1至3任一项所述的焊接装置,其特征在于,所述焊接装置还包括设置在所述工作台上的张紧装置,所述张紧装置用于与所述控制杆远离开合臂的端部连接、并沿所述控制杆的长度方向将所述控制杆拉紧。
5.如权利要求4所述的焊接装置,其特征在于,所述张紧装置包括安装滑块、锁紧器以及拉紧单元,所述安装滑块沿所述控制杆的长度方向滑动设置在所述工作台上,所述锁紧器设置在所述安装滑块的侧面,所述锁紧器用于与所述控制杆远离所述开合臂的端部连接,且所述拉紧单元也与所述安装滑块相连,所述拉紧单元用于将所述安装滑块向远离所述装夹底座的方向拉动。
6.如权利要求5所述的焊接装置,其特征在于,所述拉紧单元包括定滑轮、牵引绳以及配重块,所述定滑轮转动设置在所述工作台上,所述配重块悬空设置在所述工作台侧面,所述牵引绳绕设在所述定滑轮的外周上,所述牵引绳的第一端与所述安装滑块相连,所述牵引绳的第二端与所述配重块相连。
7.如权利要求6所述的焊接装置,其特征在于,所述工作台上设置有限位件,所述限位件用于阻挡所述安装滑块、以防止所述安装滑块被拉动。
8.如权利要求5所述的焊接装置,其特征在于,所述锁紧器包括锁紧杆、夹紧件以及锁紧帽,所述锁紧杆的第一端固设在所述安装滑块上,所述夹紧件的第一端与所述锁紧杆的第二端连接,所述夹紧件的第二端上设置有多个绕所述夹紧件的轴线设置的夹紧部,所述锁紧帽拆卸套装在所述锁紧杆的第二端,所述锁紧帽用于使多个所述夹紧部相互靠近、以将所述控制杆夹紧。
9.如权利要求4所述的焊接装置,其特征在于,所述张紧装置包括安装滑块、锁紧器、张力检测器以及位置调整单元,所述安装滑块沿所述控制杆的长度方向滑动设置在所述工作台上,所述张力检测器设置在所述安装滑块上,所述锁紧器与所述张力检测器的测量端相连,所述锁紧器用于与控制杆的端部连接,所述位置调整单元用于调整所述安装滑块在所述工作台上的位置。
10.如权利要求9所述的焊接装置,其特征在于,所述位置调整单元包括驱动底座以及推动杆,所述驱动底座设置在所述工作台上,所述驱动底座位于所述安装滑块与所述装夹底座之间,所述推动杆设置在所述驱动底座上且与所述驱动底座螺纹连接,且所述推动杆的一端抵靠在所述安装滑块上。
技术总结
本发明适用于医疗器械加工技术领域,提供了一种焊接装置,包括工作台与装夹底座,装夹底座设置在工作台上,装夹底座上设置有第一定位结构与第二定位结构,第一定位结构用于定位介入部以及开合臂的位置,第二定位结构用于定位推动件的位置,第一定位结构与所示第二定位结构相互间隔设置。通过装夹底座上第一定位结构与第二定位结构的设置,可以在焊接前将介入部上开合臂以及推动件的位置进行定位,使推动件与开合臂的相对位置保持准确后再将推动件与控制杆进行连接,从而保证了推动件在控制杆上安装位置的精确,使开合臂的夹持操作更加精准,使卵圆孔未闭缝合器使用更便捷。
技术研发人员:李荣全,邹春生,覃振生
受保护的技术使用者:瀚芯医疗科技(深圳)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!