一种断桥钢门窗用多点位同步全自动一体焊接成型设备的制作方法
本发明涉及多点位一体焊接成型,具体为一种断桥钢门窗用多点位同步全自动一体焊接成型设备。
背景技术:
1、近年来,随着高层建筑行业的蓬勃发展,各种各样的建筑装修设施也在不断发展与完善,门窗作为建筑中都不可或缺的要素,不但可以对室内进行散热通风,还便于提高室内的光照亮度。
2、现有的普通门窗由于材料和结构使用较为简单,隔音效果比较差,难以隔绝外界的噪音,遇到天气情况变化过大时,容易出现渗透现象,会导致能量的浪费,而且款式和材料也比较单调,所以美观度也会较低。
3、门窗在生产过程中,常常需要进行各个部分的焊接处理,现有技术的焊接设备在对门窗部件进行焊接处理时,需要人工对各部件的焊接位置进行对准,而且还需要对焊接面进行手工翻面,这样无疑大大增加了操作时间和人工成本。
技术实现思路
1、本发明的目的在于提供一种断桥钢门窗用多点位同步全自动一体焊接成型设备,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:一种断桥钢门窗用多点位同步全自动一体焊接成型设备。
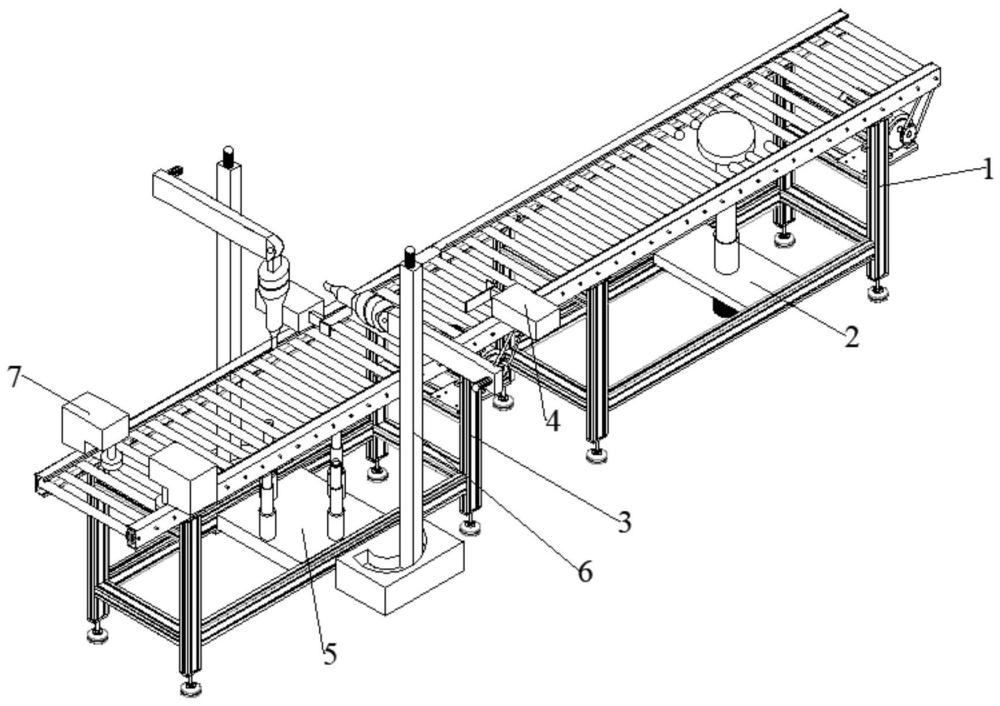
3、焊接成型设备包括运输机构、调位机构、传送机构、限位机构、顶升机构、焊接机构、打磨机构、运输机构放置在地面上,运输机构上设置有调位机构,运输机构与调位机构固定连接,运输机构一端设置有传送机构,运输机构与传送机构接触,传送机构上设置有两个限位机构,传送机构与限位机构连接,传送机构上设置有顶升机构,传送机构与顶升机构固定连接,传送机构两侧地面上对称设置有焊接机构,传送机构对称设置有打磨机构,传送机构与打磨机构固定连接,在断桥钢门窗多点位焊接过程中,运输机构对成组的断桥钢门窗部件进行运输,当成组断桥钢门窗部件到达调位机构上方时,运输机构停止运输,调位机构向上伸出把一组断桥钢门窗部件分别顶起进行旋转调整位置,位置调好后调位机构下降把断桥钢门窗部件还放置在运输机构上继续向后运输,运输机构把位置调整好的断桥钢门窗部件运输到传送机构上,当一组断桥钢门窗部件运输到传送机构上时,已经形成断桥钢门窗的确定位置,之后传送机构把断桥钢门窗部件传送向后,到达限位机构的工作位置时传送机构停止传送,限位机构对位置调整好的一组断桥钢门窗部件进行挤压固定,使各部件之间位置不会发生偏差,当限位机构完成工作时,传送机构带动一组断桥钢门窗部件到达顶升机构上方停止,顶升机构上升顶起一组断桥钢门窗部件,到达确定位置后焊接机构开始工作,对一组断桥钢门窗部件进行多点位焊接固定,焊接完成后顶升机构下降把断桥钢门窗放置在传送机构上继续向后,到达打磨机构下方时传送机构停止传送,打磨机构开始进行旋转打磨断桥钢门窗上的焊接位置,把不平整的地方进行细致的平整打磨,打磨完成后传送机构把断桥钢门窗传送到下个设备,进行进一步的加工处理。
4、运输机构包括支架、传动电机、第一安装壳、第一辊筒、第一垫脚,支架与传送机构接触,支架放置在地面上,支架上设置有传动电机,支架与传动电机连接,支架上对称设置有第一安装壳,支架与第一安装壳固定连接,两个第一安装壳上设置有多个第一辊筒,传动电机与第一辊筒传动连接,第一安装壳与第一辊筒转动连接,支架底部设置有多个第一垫脚,在断桥钢门窗部件的运输过程中支架为运输机构其它零件的承载基础,传动电机接收信号提供动力,带动安装在第一安装壳内部的多个第一辊筒,多个第一辊筒进行转动带动断桥钢门窗部件的运输,第一垫脚可以有效防止支架受到其他力量发生偏移时的稳定性能。
5、调位机构包括第一固定板、电动座、连接块、旋转电机、伸缩杆、旋转头、圆盘,支架上设置有第一固定板,支架与第一固定板固定连接,第一固定板上设置有电动座,电动座向下一端设置有连接块,连接块向下一端设置有旋转电机,电动座内部设置有伸缩杆,伸缩杆远离第一固定板一端设置有旋转头,伸缩杆与旋转头转动连接,旋转头上设置有圆盘,调位机构对断桥钢门窗部件调整位置时,安装在连接块上的旋转电机接收信号开始运行,带动第一固定板上安装的电动座,电动座控制伸缩杆伸出,伸缩杆带动旋转头向上,旋转头上安装的圆盘把断桥钢门窗部件顶起,旋转头在旋转电机的控制下带动圆盘转动,把断桥钢门窗部件旋转到确定方位,然后伸缩杆下降带动圆盘上的断桥钢门窗部件回到运输机构上,继续向后进行运输。
6、传送机构包括框架、输出电机、第二安装壳、第二垫脚、第二辊筒,框架与支架接触,框架放置在地面上,框架上设置有输出电机,框架与输出电机连接,框架上对称设置有第二安装壳,框架与第二安装壳固定连接,两个第二安装壳上设置有多个第二辊筒,第二安装壳与第二辊筒转动连接,框架底部设置有多个第二垫脚,在断桥钢门窗部件的传送过程中,框架为传送机构其它零件的承载基础,输出电机接收信号提供动力,带动安装在第二安装壳内部的多个第二辊筒,第二辊筒接收运输机构运输过来的断桥钢门窗部件,然后多个第二辊筒进行转动带动位置调整好的断桥钢门窗部件传送,第二垫脚可以有效防止框架受到其他力量发生偏移时的稳定性能。
7、限位机构包括壳体、伺服电机、第一驱动轴、第三辊筒、第一滑道、滑动块、传动连杆、限位件,第二安装壳上设置有壳体,第二安装壳与壳体固定连接,壳体内部设置有伺服电机,伺服电机输出端上设置有第一驱动轴,伺服电机输出端与第一驱动轴连接,第一驱动轴上设置有第三辊筒,第一驱动轴与第三辊筒连接,第三辊筒上设置有第一滑道,第一滑道上设置有滑动块,第一滑道与滑动块滑动连接,滑动块向上一端设置有传动连杆,滑动块与传动连杆转动连接,传动连杆远离第三辊筒一端设置有限位件,限位机构对断桥钢门窗部件挤压固定时,壳体内的伺服电机输出端带动第一驱动轴转动,第一驱动轴带动第三辊筒转动,第三辊筒转动时第一滑道也开始转动,第一滑道带动滑动块在自身内部运动,滑动块带动传动连杆沿水平方向做往复运动,传动连杆带动限位件在伺服电机的控制下对断桥钢门窗部件进行挤压固定工作。
8、顶升机构包括第二固定板、上升电机、多重延伸杆、吸附块,框架上设置有第二固定板,框架与第二固定板固定连接,第二固定板向下一侧设置有多个上升电机,第二固定板向上一侧设置有多个多重延伸杆,多重延伸杆上设置有吸附块,多重延伸杆与吸附块连接,顶升机构对一组断桥钢门窗部件进行顶升时,第二固定板下方的上升电机接收信号开始运行提供动力,第二固定板上方的多个多重延伸杆共同向上方伸长,多个多重延伸杆上的吸附块与一组断桥钢门窗部件接触吸附,然后顶着一组断桥钢门窗部件上升到固定高度,方便焊接机构进行后续的焊接工作,焊接完成后上升电机控制多个多重延伸杆进行下降,把断桥钢门窗放置在传送机构上。
9、焊接机构包括底盘、第二滑道、竖直轴、水平轴、安装座、激光焊接机,底盘放置在地面上,底盘上设置有第二滑道,第二滑道上设置有竖直轴,第二滑道与竖直轴滑动连接,竖直轴上设置有水平轴,竖直轴与水平轴滑动连接,水平轴一端设置有安装座,水平轴与安装座连接,安装座上设置有激光焊接机,安装座与激光焊接机转动连接,焊接机构对一组断桥钢门窗部件进行焊接时,底盘为焊接机构其他零件的承载基础,竖直轴可以在第二滑道上滑动,改变竖直轴自身的位置,水平轴可以在竖直轴上水平移动,水平轴带动安装座移动,安装座可以改变激光焊接机的整体焊接方向,激光焊接机本身焊接方向竖直向下,然后竖直轴、水平轴、安装座根据编辑好的运行程序进行激光焊接机的位置调整,对一组断桥钢门窗部件从上表面到侧面再到下表面进行多点位的同步自动焊接工作过程,一组断桥钢门窗部件一侧焊接完成后竖直轴在第二滑道上进行滑动改变自身位置,对另一侧一组断桥钢门窗部件再次进行重复操作,全部焊接工作完成后竖直轴与水平轴带着激光焊接机返回初始位置,实现了从上表面到侧面再到下表面的多方位全自动一体焊接成型处理工作。
10、打磨机构包括固定外壳、动力电机、第二驱动轴、第一锥齿轮、传动轴、第二锥齿轮、打磨块,第二安装壳上设置有固定外壳,第二安装壳与固定外壳固定连接,固定外壳内部设置有动力电机,动力电机输出端设置有第二驱动轴,动力电机输出端与第二驱动轴传动连接,第二驱动轴上设置有第一锥齿轮,第一锥齿轮向下一侧设置有第二锥齿轮,第一锥齿轮与第二锥齿轮传动连接,第二锥齿轮上设置有传动轴,传动轴一端设置在固定外壳内壁上,传动轴与固定外壳转动连接,传动轴另一端设置有打磨块,打磨机构对断桥钢门窗进行打磨时,固定外壳内部的动力电机开始运行,动力电机输出端带动第二驱动轴转动,第二驱动轴带动第一锥齿轮开始转动,第一锥齿轮带动第二锥齿轮转动,第二锥齿轮带动传动轴转动,传动轴带动打磨块高速转动,对断桥钢门窗焊接位置出现的不平整焊缝进行细致的平整打磨处理。
11、第二安装壳与壳体、固定外壳固定连接,固定连接采用焊接连接,因为焊接连接相较于铆钉连接、键连接、螺纹连接的承载力和连接强度更高,更具有稳定性。
12、与现有技术相比,本发明所达到的有益效果是:1.本发明采用了限位机构,当对断桥钢门窗部件挤压固定时,壳体内的伺服电机输出端带动第一驱动轴转动,第一驱动轴带动第三辊筒转动,第三辊筒转动时第一滑道也开始转动,第一滑道带动滑动块在自身内部运动,滑动块带动传动连杆沿水平方向做往复运动,传动连杆带动限位件在伺服电机的控制下对断桥钢门窗部件进行挤压固定工作。
13、2.本发明采用了焊接机构,当对一组断桥钢门窗部件进行焊接时,底盘为焊接机构其他零件的承载基础,竖直轴可以在第二滑道上滑动,改变竖直轴自身的位置,水平轴可以在竖直轴上水平移动,水平轴带动安装座移动,安装座可以改变激光焊接机的整体焊接方向,激光焊接机本身焊接方向竖直向下,然后竖直轴、水平轴、安装座根据编辑好的运行程序进行激光焊接机的位置调整,对一组断桥钢门窗部件从上表面到侧面再到下表面进行多点位的同步自动焊接工作过程,一组断桥钢门窗部件一侧焊接完成后竖直轴在第二滑道上进行滑动改变自身位置,对另一侧一组断桥钢门窗部件再次进行重复操作,全部焊接工作完成后竖直轴与水平轴带着激光焊接机返回初始位置,实现了从上表面到侧面再到下表面的多方位全自动一体焊接成型处理工作。
14、3.本发明采用了打磨机构,当对断桥钢门窗进行打磨时,固定外壳内部的动力电机开始运行,动力电机输出端带动第二驱动轴转动,第二驱动轴带动第一锥齿轮开始转动,第一锥齿轮带动第二锥齿轮转动,第二锥齿轮带动传动轴转动,传动轴带动打磨块高速转动,对断桥钢门窗焊接位置出现的不平整焊缝进行细致的平整打磨处理。
- 还没有人留言评论。精彩留言会获得点赞!