一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法与流程
本发明属于领域,具体涉及一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法。
背景技术:
1、随着当前武器装备快速全域机动部署作战要求,对材料轻量化提出了更高要求。钛合金由于其比强度高、耐腐蚀、低密度等优异性能,是武器装备轻量化和性能提升的首选材料。某装甲突击装备选用钛合金作进行制造。装甲突击装备车体门盖左、右侧内筒(见图1)内孔梯形螺纹居于中间位置,刀具悬臂长度大,无法完成梯形螺纹加工。
2、故左、右侧内筒需采用分体成型制造,常规采用tig焊接方法连接成型,结构限制无法采用常规的托罩吹氩保护措施,焊缝极易出现氧化、氮化和吸氢等问题,造成焊接接头产生组织缺陷,大幅降低焊接接头性能,且焊接效率极低。多层多道焊接,焊接总热输入大,焊接变形大,很难达到左、右侧内筒后续精密加工要求。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是如何提供一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法,以解决左、右侧内筒焊接存在的上述问题。
3、(二)技术方案
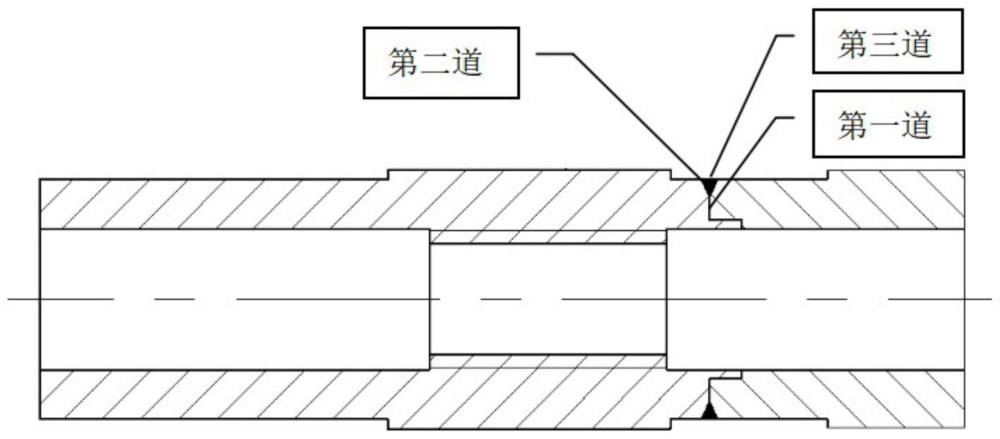
4、为了解决上述技术问题,本发明提出一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法,该方法包括:左、右侧内筒的焊接采用带锁底对接v形坡口,结合电子束焊接精确打底,为tig焊接填充盖面保护提供基础;打底焊采用真空电子束精密焊接,填充盖面焊采用tig焊接。
5、进一步地,在折线型锁底焊缝的外侧设置v形坡口。
6、进一步地,左、右侧内筒第一道焊接采用电子束焊接折线型锁底焊缝进行精确打底。
7、进一步地,电子束焊接焊缝熔深的70%。
8、进一步地,左、右侧内筒第二道焊接采用tig焊接填充v形坡口。
9、进一步地,填充材料根据母材来选择。
10、进一步地,填充材料为钛合金tc4。
11、进一步地,填充材料为钛合金tc11。
12、进一步地,填充材料为重钛。
13、进一步地,左、右侧内筒第三道焊接采用tig焊接盖面。
14、(三)有益效果
15、本发明提出一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法,本发明打底焊采用真空电子束精密焊接,焊接变形小,保证了内筒的精度要求,避免了打底焊被氧化的问题;
16、本发明填充盖面焊采用tig焊接,改善了电子束焊接打底焊的组织,提高了电子束焊缝的强度韧性、消除了焊接残余应力。
17、本发明的优点在于:1、打底焊采用真空电子束精密焊接,焊接变形小,保证了内筒的精度要求,避免了打底焊被氧化的问题;2、填充盖面焊采用tig焊接,改善了电子束焊接打底焊的组织,提高了电子束焊缝的强度韧性、消除了焊接残余应力;3、左、右侧内筒的电子束焊接-tig焊接,焊接质量好,变形小,与配套螺杆进行旋合,无卡滞。
技术特征:
1.一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,该方法包括:左、右侧内筒的焊接采用带锁底对接v形坡口,结合电子束焊接精确打底,为tig焊接填充盖面保护提供基础;打底焊采用真空电子束精密焊接,填充盖面焊采用tig焊接。
2.如权利要求1所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,在折线型锁底焊缝的外侧设置v形坡口。
3.如权利要求2所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,左、右侧内筒第一道焊接采用电子束焊接折线型锁底焊缝进行精确打底。
4.如权利要求3所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,电子束焊接焊缝熔深的70%。
5.如权利要求3所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,左、右侧内筒第二道焊接采用tig焊接填充v形坡口。
6.如权利要求5所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,填充材料根据母材来选择。
7.如权利要求6所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,填充材料为钛合金tc4。
8.如权利要求6所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,填充材料为钛合金tc11。
9.如权利要求6所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,填充材料为重钛。
10.如权利要求5所述的钛合金内筒分体成型精密高强韧低变形焊接工艺方法,其特征在于,左、右侧内筒第三道焊接采用tig焊接盖面。
技术总结
本发明涉及一种钛合金内筒分体成型精密高强韧低变形焊接工艺方法,属于领域。本发明通过对左、右侧内筒结构进行分析,充分考虑了分体成型采用的TIG焊接和电子束焊接方法的特点,优化了焊接坡口形式;结合电子束焊接精确打底,为TIG焊接填充盖面保护提供基础,确定了TIG焊接‑电子束焊接优势互补的接头工艺方法。用于装甲突击装备左、右侧内筒分体成型精密制造。本发明左、右侧内筒的电子束焊接‑TIG焊接,焊接质量好,变形小,与配套螺杆进行旋合,无卡滞。
技术研发人员:王小龙,李建国,王卓,赵富,王立新,卢知渊,聂新宇
受保护的技术使用者:内蒙古第一机械集团股份有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!