一种金属管对接组焊夹具及操作方法与流程
本发明涉及核电站稳压器,尤其涉及一种金属管对接组焊夹具及操作方法。
背景技术:
1、稳压器作为核电站核岛一回路中的主设备,其底封头上的若干电加热套管需要与电加热器进行“管-管”对接组焊,对接组焊时电加热套管与电加热器的焊缝错边量、焊缝装配间隙直接影响焊接质量和焊缝成形的一致性,然而现有“管-管”对接组焊工序主要依靠焊工的焊接经验调整完成,因此,在对接组焊电加热套管与电加热器的过程中受人为因素影响较大,难以保证“管-管”对接组焊的焊接质量和焊缝成形的一致性和稳定性。
技术实现思路
1、本发明解决的技术问题是:由于现有“管-管”对接组焊工序主要依靠操作者的个人焊接经验调整控制而无法保证焊接质量和焊缝成形的一致性和稳定性。
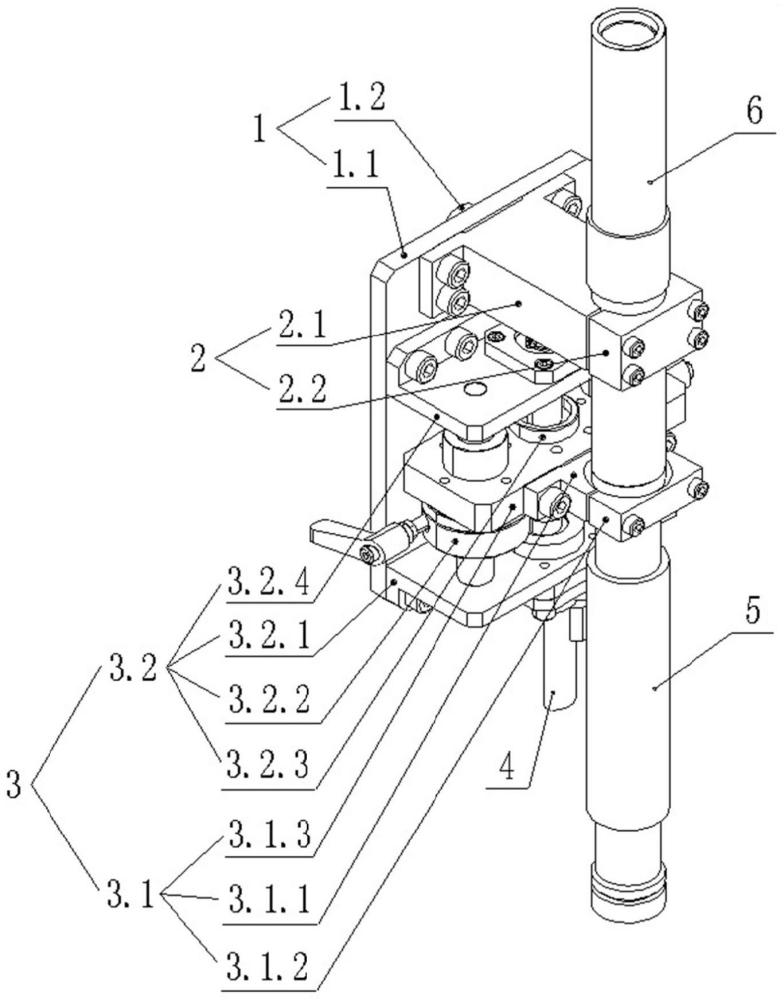
2、为解决上述技术问题,本发明提供的一种金属管对接组焊夹具,包括安装座、定卡扣组件、动卡扣组件和扭矩扳手,所述安装座包括固定板和拉手,所述固定板的一侧面自上而下固定安装有所述定卡扣组件和所述动卡扣组件,另一侧面装有所述拉手,所述拉手方便人工手持操作,所述定卡扣组件与所述固定板固定连接,所述动卡扣组件包括动卡扣和滑动组件,所述滑动组件包括上支座、滚珠丝杠组件、两导杆组件和下支座,所述上支座固定安装在所述定卡扣组件的正下方,所述下支座固定安装在所述上支座的正下方,所述上支座中部与所述下支座中部之间装有所述滚珠丝杠组件,所述上支座中部两侧与所述下支座中部两侧之间对称装有两所述导杆组件,所述动卡扣套装在所述滚珠丝杠组件的滑动螺母和两所述导杆组件上,所述定卡扣组件的卡合部位的中心线与所述动卡扣的卡合部位的中心线共线,所述扭矩扳手用于旋拧所述滚珠丝杠组件的螺杆以定量调节所述滑动螺母的滑移距离。
3、本发明一方面通过设置位于同一中心线上的静止夹持固定电加热套管的定卡扣组件和可动态调整夹持固定电加热器的动卡扣组件,提高电加热套管与电加热器的对接装配同轴度,大幅减小电加热套管与电加热器在对接组焊时的焊缝错边量,从而能够确保“管-管”对接组焊的焊接质量;另一方面通过扭矩扳手旋拧滚珠丝杠组件的螺杆实现定量调整控制电加热套管底部与电加热器顶部之间对接焊缝间隙的技术效果,从而确保“管-管”对接组焊时对接焊缝间隙能够保持一致和稳定。
4、本发明的金属管对接组焊夹具体积小、质量轻、结构紧凑、操作简便,可广泛适用于“管-管”对接组焊产品,尤其适宜在稳压器的若干电加热套管管束丛中有限空间内进行单人单手操作实现“管-管”对接组焊作业。
5、进一步地,所述定卡扣组件采用分体式定卡扣组件,所述分体式定卡扣组件包括第一定鞍座和第一定压扣,所述第一定鞍座一端与所述固定板固定连接,另一端中部开有第一圆弧槽,所述第一定压扣一端中部开有第二圆弧槽,所述第一圆弧槽和所述第二圆弧槽相对应并通过所述第一定鞍座与所述第一定压扣的固定连接拼合形成第一夹紧孔,所述第一夹紧孔用于夹紧电加热套管。
6、进一步地,所述定卡扣组件采用旋转式定卡扣组件,所述旋转式定卡扣组件包括第二定鞍座和第二定压扣,所述第二定鞍座一端与所述固定板固定连接,另一端中部开有第三圆弧槽,所述第二定压扣一端中部开有第四圆弧槽,所述第三圆弧槽和所述第四圆弧槽相对应且所述第三圆弧槽的两侧与所述第四圆弧槽的两侧分别设置成铰链连接和固定连接并拼合形成第二夹紧孔,所述第二夹紧孔用于夹紧电加热套管。
7、进一步地,所述定卡扣组件采用夹爪式定卡扣组件,所述夹爪式定卡扣组件包括第三定鞍座和第一夹爪,所述第三定鞍座一端与所述固定板固定连接,另一端装有所述第一夹爪,所述第一夹爪用于夹紧电加热套管。
8、具体地,所述第一夹爪采用机械夹爪、电动夹爪和气动夹爪中的任一种。
9、进一步地,所述动卡扣采用分体式动卡扣,所述分体式动卡扣包括第一动鞍座、第一动压扣和连接板,所述连接板外形采用矩形连接板,所述矩形连接板的中部开有滑动螺母连接孔,所述滑动螺母连接孔用于套装在所述滑动螺母上且与所述滑动螺母固定连接,沿所述矩形连接板的长边方向并在所述滑动螺母连接孔的两侧对称开有两导杆孔,两所述导杆孔用于套装在两所述导杆组件上,在所述矩形连接板的长边一侧面开有第一动鞍座安装孔,所述第一动鞍座一端通过紧固件固定安装在所述第一动鞍座安装孔处,另一端中部开有第五圆弧槽,所述第一动压扣一端中部开有第六圆弧槽,所述第五圆弧槽和所述第六圆弧槽相对应并通过所述第一动鞍座与所述第一动压扣的固定连接拼合形成第三夹紧孔,所述第三夹紧孔用于夹紧电加热器。
10、进一步地,所述动卡扣采用旋转式动卡扣,所述旋转式动卡扣包括第二动鞍座、第二动压扣和连接板,所述连接板外形采用矩形连接板,所述矩形连接板的中部开有滑动螺母连接孔,所述滑动螺母连接孔用于套装在所述滑动螺母上且与所述滑动螺母固定连接,沿所述矩形连接板的长边方向并在所述滑动螺母连接孔的两侧对称开有两导杆孔,两所述导杆孔用于套装在两所述导杆组件上,在所述矩形连接板的长边一侧面开有第二动鞍座安装孔,所述第二动鞍座一端通过紧固件固定安装在所述第二动鞍座安装孔处,另一端中部开有第七圆弧槽,所述第二动压扣一端中部开有第八圆弧槽,所述第七圆弧槽和所述第八圆弧槽相对应且所述第七圆弧槽的两侧与所述第八圆弧槽的两侧分别设置成铰链连接和固定连接并拼合形成第四夹紧孔,所述第四夹紧孔用于夹紧电加热器。
11、进一步地,所述动卡扣采用夹爪式动卡扣,所述夹爪式动卡扣包括第三动鞍座、第二夹爪和连接板,所述连接板外形采用矩形连接板,所述矩形连接板的中部开有滑动螺母连接孔,所述滑动螺母连接孔用于套装在所述滑动螺母上且与所述滑动螺母固定连接,沿所述矩形连接板的长边方向并在所述滑动螺母连接孔的两侧对称开有两导杆孔,两所述导杆孔用于套装在两所述导杆组件上,在所述矩形连接板的长边一侧面开有第三动鞍座安装孔,所述第三动鞍座一端通过紧固件固定安装在所述第三动鞍座安装孔处,另一端装有所述第二夹爪,所述第二夹爪用于夹紧电加热器。
12、具体地,所述第二夹爪采用机械夹爪、电动夹爪和气动夹爪中的任一种。
13、进一步地,所述导杆组件包括导杆、滚动轴承和锁紧扳手,所述导杆两端分别与所述上支座与所述下支座固定连接,所述滚动轴承套装在所述导杆上,所述滚动轴承上装有所述锁紧扳手,所述锁紧扳手用于在所述动卡扣调整到位后将所述滚动轴承支撑在所述动卡扣底部并锁紧。
14、进一步地,所述螺杆的一端设有内六角沉头或外六角凸头,所述内六角沉头用于带有外六角凸头的所述扭矩扳手旋拧所述螺杆,所述外六角凸头用于带有内六角沉头的所述扭矩扳手旋拧所述螺杆。
15、进一步地,所述上支座中部顶面嵌入式安装有上轴承座,所述上轴承座内装有上轴承,所述下支座中部底面嵌入式安装有下轴承座,所述下轴承座内装有下轴承,所述上轴承与所述下轴承之间装有所述螺杆。
16、具体地,所述固定板采用铝合金制成,可减轻本夹具重量,方便人工手持本夹具进行对接组焊操作。
17、具体地,所述定卡扣组件和所述动卡扣均采用马氏体不锈钢制成,一方面可避免与对接组焊的“管-管”产品发生材质污染,另一方面,硬度较高的马氏体不锈钢还可避免螺纹表面研伤。
18、具体地,所述扭矩扳手采用数显式扭矩扳手,以保证调整“管-管”产品对接组焊时的位置精度,进一步确保“管-管”对接组焊的焊接质量和焊缝成形的一致性和稳定性。
19、为解决上述技术问题,本发明还提供一种电加热器与电加热套管对接组焊夹具的操作方法,基于上述任一项优选的电加热器与电加热套管对接组焊夹具,包括以下步骤:
20、s1:检查安装座、定卡扣组件和动卡扣组件按照工程图设计要求装配完成并确保所述动卡扣组件的运动可靠,检查并确保定卡扣与动卡扣的同轴度符合所述工程图设计要求,检查并确保扭矩扳手能够正常使用;
21、s2:将电加热套管的待焊端头朝向所述动卡扣一侧并夹持固定在所述定卡扣组件的卡合部位,将电加热器的待焊端头朝向所述定卡扣组件一侧并夹持固定在所述动卡扣的卡合部位;
22、s3:使用所述扭矩扳手旋拧滚珠丝杠组件的螺杆,所述螺杆带动滑动螺母向上移动,所述滑动螺母同步带动所述动卡扣向上移动,所述动卡扣同步带动所述电加热器向所述电加热套管逐步靠近并顶紧在所述电加热套管底部,所述顶紧作用力按照工艺要求的技术参数设定,当按照对接组焊工艺要求调整到位后,将两导杆组件中的两滚动轴承依次支撑在所述动卡扣底部并拧紧两锁紧扳手;
23、s4:首先将所述电加热套管底部与所述电加热器顶部的对接焊缝进行点焊固定,其次拆除所述定卡扣组件和所述动卡扣组件,最后通过焊机完成所述电加热套管底部与所述电加热器顶部之间对接焊缝的焊接工作;
24、s5:重复进行所述s2、s3和s4,即可完成稳压器底封头上的若干所述电加热套管与所述电加热器的对接组焊工作。
- 还没有人留言评论。精彩留言会获得点赞!