一种鱼眼平垫冲压模具的制作方法
本发明属于紧固件制造,具体涉及一种冲压零件成型的生产模具,尤其适用于鱼眼平垫冲压生产。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。汽车的车身、底盘、油箱、散热器片、锅炉的汽包、容器的壳体、电机电器的铁芯硅钢片等都是冲压加工的。
2、目前市场上的鱼眼平垫如图1所示,生产所述鱼眼平垫用冲压模具,在平垫产量大,交期急的情况下,多数采用一次出多片,单步距的出料方式。单步距的出料方式存在加工工位多,冲压模具大及生产效率低的问题。
3、传统鱼眼平垫成型工艺一般为:一次出多片且先预冲一个比底孔小的孔,再冲鱼眼孔,再二次冲底孔,但是这种成型工艺会导致垫片在二次冲孔时产生一个凸出的印痕,严重的话还会影响垫片的使用功能。且一次冲多片会导致处于冲孔、落料工位的钣金压力集中,使得钣金翘曲影响鱼眼平垫的平面度及平行度。如需保证鱼眼平垫的平面度及平行度只有在后续加上一道压置工序进行整形,搭边值设定过小则会导致钣金破裂,垫片质量差,良品率无法保障,生产效率低。
技术实现思路
1、为解决现有技术存在的问题,本发明提供一种鱼眼平垫冲压模具,该冲压模具不仅冲裁效率高,生产效率高,且可显著提高材料利用率,并可以保证鱼眼平垫表面平行度和平面度的高精度,是一种可大批量生产的冲压模具。
2、为达成上述目的,本发明采用如下技术方案:
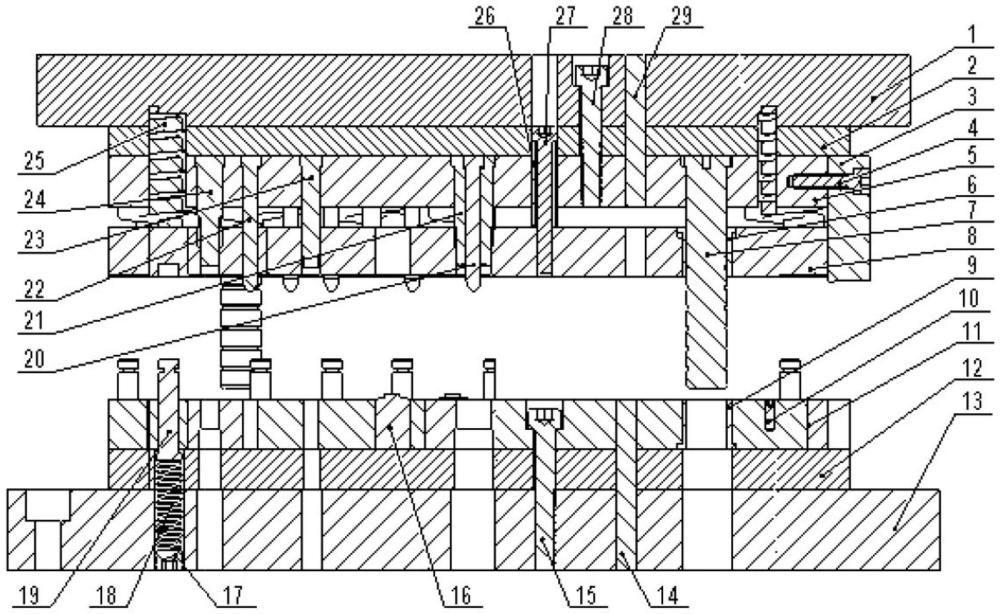
3、一种鱼眼平垫冲压模具,包括上下对应设置的模具上端部分和模具下端部分;模具下端部分包括依序自上而下固定连接的凹模板、下垫板和下模板;其中,
4、所述凹模板、下垫板和下模板上对应设有挤鱼眼工位、冲孔工位、落料工位和导料销安装工位;凹模板上还设有锥棒安装工位和导引冲棒避让工位;于锥棒安装工位上装设有锥棒;导料销安装工位上装设有导料销;
5、模具上端部分包括依序自上而下固定连接的上模板、上垫板、上固定板和脱料模板;其中,
6、所述脱料模板和上固定板上对应设有挤鱼眼安装工位、冲孔安装工位和落料安装工位;所述上垫板、上固定板和脱料模板上对应设有脱料弹簧避让工位,所述脱料弹簧避让工位对应脱料弹簧设置;脱料弹簧安装在脱料模板上;于挤鱼眼安装工位上装设有倒角冲棒;冲孔安装工位上装设有打孔冲棒;落料安装工位上装设有落料冲棒;导引冲棒安装工位上装设有导引冲棒;挤鱼眼安装工位对应挤鱼眼工位设置;冲孔安装工位对应冲孔工位设置;落料安装工位对应落料工位;
7、于所述脱料模板上还设有锥棒避让工位、导料销避让工位、导引冲棒安装工位;锥棒避让工位对应锥棒安装工位设置;导料销避让工位对应导料销安装工位设置;导引冲棒安装工位对应导引冲棒避让工位设置。
8、如上所述的一种鱼眼平垫冲压模具,所述锥棒的棒头是由一锥台状棒头和一圆柱状棒头组成的,所述锥台状棒头连接圆柱状棒体和圆柱状棒头。
9、如上所述的一种鱼眼平垫冲压模具,所述倒角冲棒设有大圆柱棒体和小圆柱棒体,于该大圆柱棒体和小圆柱棒体之间设有过渡倒角部。
10、如上所述的一种鱼眼平垫冲压模具的冲压工序依序包括有冲孔工序、挤鱼眼工序和预成型工序;其中,
11、冲孔工序,是向下运动的模具上端部分,压住导料销压住板材向下运动,当接触凹模板时,脱料模板压住板材,打孔冲棒向下运动,板材分离冲出圆孔后,模具上端部分复位;导料销压住板材,板材与脱料模板、打孔冲棒分离,完成冲孔工序;
12、挤鱼眼工序,是向下运动的模具上端部分,压住导料销压住板材向下运动,当接触凹模板时,脱料模板压住板材,倒角冲棒向下运动,在板材上对应所述圆孔的位置冲出鱼眼孔后,模具上端部分复位,导料销压住板材,板材与脱料模板、倒角冲棒分离,完成挤鱼眼工序;所述鱼眼孔的直径小于所述圆孔的直径;
13、预成型工序,是向下运动的模具上端部,压住导料销压住板材向下运动,当接触凹模板时,脱料模板压住板材,锥棒将板材向上顶起完成板材变形后,模具上端部复位;导料销压住板材,板材与脱料模板和锥棒分离,完成预成型工序;
14、落料工序,是向下运动的模具上端部,压住导料销压住板材向下运动,当接触凹模板时,脱料模板压住板材,落料冲棒向下运动,板材分离冲出鱼眼平垫后,模具上端部复位;导料销压住板材,板材与脱料模板和落料冲棒分离,完成落料工序。
15、如上所述鱼眼平垫冲压模具的冲压工序是采用一次双步距的出料方式,于一次双步距的冲孔工序、挤鱼眼工序和预成型工序之后,设有切断工序;所述切断工序是,向下运动的模具上端部压住导料销压住板材向下运动,当接触凹模板时,脱料模板压住板材,切刀向下运动切断板材后,模具上端部分复位;导料销压住板材,板材与脱料模板和切刀分离,完成切断工序。
16、上述提供的技术方案具有如下有益效果:
17、一是,本发明鱼眼平垫冲压模具与传统的冲压模具的冲压工艺相比,增加了挤鱼眼工艺,预成型工艺两道,减少了二次冲孔及预冲孔工艺,挤鱼眼工艺可以保证垫片不用进行二次冲孔,避免二次冲孔造成的凸台印痕,且可以利用挤下来的材料缩小底孔孔径,提高材料利用率,预成型工艺可以保证垫片的平面度及平行度,无需像传统工艺加一道压置工艺,一次双步距可以减少加工工位,缩小模具大小,提高加工效率,节省了时间成本以及经济成本。
18、二是,本发明挤鱼眼工艺挤下来多余的材料会流动到垫片底孔,以使底孔满足图纸要求,做到节省材料,提高材料利用率避免二次冲孔造成凸台印痕,根据不同产品提高的材料利用率有所不同,最少可提高1%。
19、三是,本发明预成型工艺会将冲孔工序在板材上打出的凸起的锥面重新打平,使垫片的平行度得到保障,加工出来垫片的平行度可以控制0.01mm左右。
20、四是,本发明鱼眼平垫冲压模具采用一次双步距的出料方式比现有技术中的一次单步距出料方式的优势在于:一次单步距因为落料孔位之间不能紧密排列,不然会造成孔位与孔位之间强度不够,减少模具的使用寿命,因此一次单步距在一个冲压周期里会存在空工位的情况,降低了生产效率,双步距就不会存在空工位的情况,因此双步距相对单步距来说工位会少,提高了生产效率,降低了时间成本与经济成本。
技术特征:
1.一种鱼眼平垫冲压模具,包括上下对应设置的模具上端部分和模具下端部分;其特征是,其中,
2.根据权利要求1所述的一种鱼眼平垫冲压模具,其特征是,所述倒角冲棒(23)设有大圆柱棒体(23b)和小圆柱棒体(23c),于该大圆柱棒体(23b)和小圆柱棒体(23c)之间设有过渡倒角部(23d)。
3.根据权利要求1或2所述的一种鱼眼平垫冲压模具,其特征是,所述锥棒(16)的棒头是由一锥台状棒头(16b)和一圆柱状棒头(16c)组成的,所述锥台状棒头(16b)连接圆柱状棒体(16a)和圆柱状棒头(16c)。
4.根据权利要求2或3中所述的一种鱼眼平垫冲压模具,其特征是,所述鱼眼平垫冲压模具的冲压工序依序包括有冲孔工序、挤鱼眼工序和预成型工序;其中,
5.根据权利要求4所述的一种鱼眼平垫冲压模具,其特征是,所述鱼眼平垫冲压模具的冲压工序是采用一次双步距的出料方式,于一次双步距的冲孔工序、挤鱼眼工序和预成型工序之后,设有切断工序;所述切断工序是,向下运动的模具上端部压住导料销(19)压住板材(50)向下运动,当接触凹模板(11)时,脱料模板(8)压住板材(50),切刀(3)向下运动切断板材(50)后,模具上端部分复位;导料销(19)压住板材(50),板材(50)与脱料模板(8)和切刀(3)分离,完成切断工序。
技术总结
一种鱼眼平垫冲压模具,其中,模具下端部分的凹模板、下垫板和下模板上对应设有挤鱼眼工位、冲孔工位、落料工位和导料销安装工位;凹模板上还设有锥棒安装工位和导引冲棒避让工位。模具下端部分的脱料模板和上固定板上设有与挤鱼眼工位、冲孔工位、落料工位分别对应设置的挤鱼眼安装工位、冲孔安装工位和落料安装工位。脱料模板上还设有与锥棒安装工位、导料销安装工位和导引冲棒避让工位分别对应设置的锥棒避让工位、导料销避让工位、导引冲棒安装工位。本鱼眼平垫冲压模具的冲压工序依序包括有一次双步距的冲孔工序、挤鱼眼工序和预成型工序。该冲压模具不仅冲裁效率高,可显著提高材料利用率,且可保证鱼眼平垫表面平行度和平面度的高精度。
技术研发人员:苏标庚,黄德荣,蔡宇轩,陈伟顺,兰华兴,李学宽
受保护的技术使用者:厦门同恒金属有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!