一种异种金属电磁铁毛坯的真空电子束焊接方法与流程
本发明涉及金属焊接领域,具体涉及一种异种金属电磁铁毛坯的真空电子束焊接方法。
背景技术:
1、随着航天工程的不断发展航天飞行器的推进剂逐渐采用液氢加液氧或航天煤油加液氧的低温推进剂。随着低温推进剂的使用,电磁阀因具有操作简单、动作灵敏、体积小、推力大、性能可靠、便于与计算机连接等优点,逐渐成为新型航天飞行器动力系统阀门的主流。电磁阀通常由线圈骨架、线圈、衔铁、阀体等零部件组成。活门处于常闭(开)状态,电磁铁通电后线圈产生磁场,电磁阀阀芯在电磁吸力的作用下克服弹簧力发生位移,使电磁阀开启(关闭),断电后阀芯在弹簧力作用下复位,电磁阀关闭。
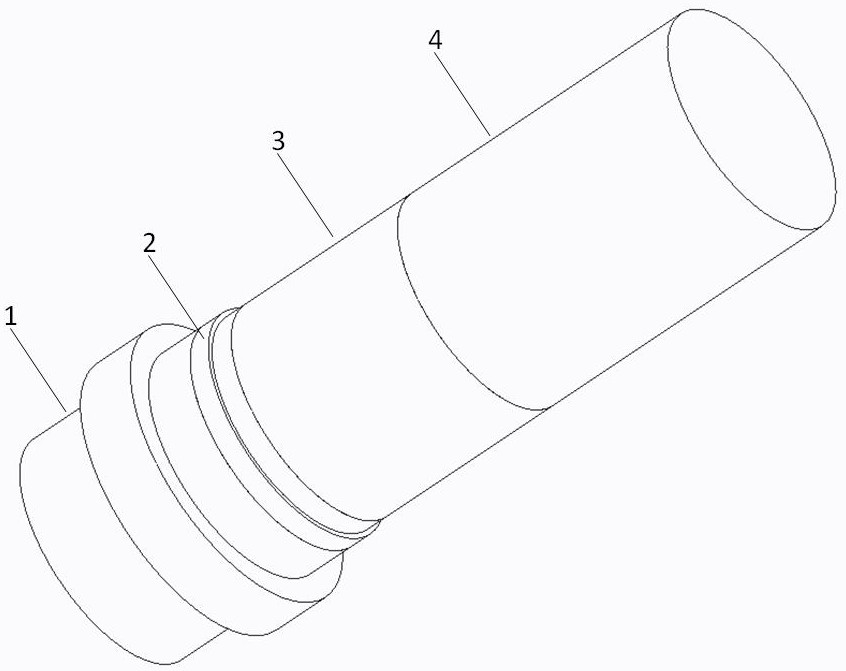
2、电磁铁作为电磁阀的核心部件,其材料性能、机械加工精度均对电磁阀的性能产生决定性的影响。电磁铁通常由套环(材料为软磁合金1j50)、导磁环(材料为高温合金gh1140)、隔磁环(材料为软磁合金1j50)、挡铁(材料为高温合金gh1140)依次焊接成为电磁铁毛坯后再经机械加工而成。软磁合金1j50与高温合金gh1140均为高熔点难熔金属,将真空电子束焊接方法引入异种耐高温金属的焊接,利用其热输入集中,穿透力强的特点可保证一定的焊缝熔深,增加焊缝强度。但两种材料在物理性能、化学性能及化学成分等方面的存在显著差异,焊接过程中熔池凝固形成焊缝的收缩不一致而在接头部位产生较大的内应力,导致软磁合金1j50与高温合金gh4169异种材料真空电子束焊接易产生裂纹。同时电磁铁毛坯整体尺寸较小但焊缝数量较多。多条焊缝焊接完成后,电磁铁毛坯焊后变形大,同轴度不能满足后续机械加工要求。
技术实现思路
1、本发明的目的提出一种真空电子束焊接方法,确保一种金属电磁铁毛坯焊缝内部无裂纹、未熔合等缺陷,满足焊缝要求,同时改善电磁铁毛坯焊接变形,保证电磁铁毛坯焊后同轴度满足后续机械加工要求。
2、本发明的方案:
3、一种异种金属电磁铁毛坯的真空电子束焊接方法,包括以下步骤:
4、s1:利用酒精对套环、导磁环、隔磁环、挡铁、焊接芯轴、焊接夹具进行清洗,并用压缩空气吹干,在60±10℃的环境下进行烘干;
5、s2:利用焊接芯轴和焊接夹具将套环、导磁环、隔磁环、挡铁依次装配为待焊接状态的电磁铁毛坯;
6、s3:设定真空电子束焊接参数,对套环与导磁环之间的焊缝、导磁环与隔磁环之间的焊缝、隔磁环与挡铁之间的焊缝进行焊接,焊接方法步骤为:
7、s31:将待焊接状态的电磁铁毛坯设置在真空环境内;
8、s32:以静止状态的旋转轴为零点,对隔磁环与挡铁之间的焊缝按顺时针方向进行焊接,焊接完毕后,旋转轴回零;
9、s33:对套环与导磁环之间的焊缝按顺时针方向进行焊接,焊接完毕后,旋转轴回零,焊接完毕保温一段时间;
10、s34:打开真空环境进行泄压,冷却至室温;
11、s35:关闭真空环境,对导磁环与隔磁环之间的焊缝进行逆时针方向焊接,焊接完毕保温一段时间,泄压,完成焊接;
12、其中:套环与隔磁环为软磁合金1j50材料,导磁环与隔磁环为高温合金gh1140材料。
13、本技术方案中,所述真空环境为不大于pa。
14、本技术方案中,在真空环境中每处焊缝焊接后至少保温10分钟。
15、本技术方案中,三处焊缝焊接时的电子束流各不相同。
16、本技术方案中,焊接套环与导磁环的电子束流最大,焊接导磁环与隔磁环的电子束流最小。
17、本技术方案中,在执行s34步骤过程中,焊接设备与电磁铁毛坯相互不能分离,且不能调整旋转轴的零点位置。
18、本技术方案中,焊接芯轴同轴设置在套环、导磁环、隔磁环内,挡铁的一端同轴设置在隔磁环内,挡铁的另一端设置在焊接夹具上,焊接夹具设于电子束焊机内。
19、本技术方案中,所述电子束焊机与焊接芯轴的相对位置不变,焊接时焊接芯轴旋转。
20、综上所述,由于采用了上述技术方案,本发明的有益效果是:
21、(1)本发明明确了软磁合金1j50与高温合金gh1140异种金属锁底接头电子束焊接时,三种不同焊缝熔深要求时,所对应的不同焊接接头尺寸。该接头尺寸可有效保证焊缝的内部质量符合gjb1718a-2005《电子束焊接》ⅰ级焊缝相关要求。
22、(2)本发明设计了一种黄铜材料,用于软磁合金1j50与高温合金gh1140异种金属电磁铁毛坯真空电子束焊接的装配、焊接工装。该装配、焊接工装可提高电磁铁毛坯焊前的同轴,通过物理限位、加速散热控达到控制焊件变形,提高产品焊后同轴度的作用;同时该工装可方便零件装配,保护挡铁端外表面质量,防止产品碰划伤。
23、(3)本发明明确了软磁合金1j50与高温合金gh1140异种金属锁底接头电子束焊接时,三种不同焊缝熔深要求时,所对应的不同焊接接头的焊接参数(包括:加速电压、聚焦电流、束流、焊接速度、扫描波形、扫描幅度、真空度、焊接起束角度、焊接角度、熄束角度),以上焊接参数可效保证焊缝的内部质量符合gjb1718a-2005《电子束焊接》ⅰ级焊缝相关要求。
24、(4)本发明设计了具有3条焊缝的电磁铁毛坯真空电子束焊接的焊接顺序。通过不同的焊接顺序及焊接过程中冷却工件,可有效控制焊件变形,提高产品焊后同轴度。
技术特征:
1.一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于包括以下步骤:
2.根据权利要求1所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于所述真空环境为不大于pa。
3.根据权利要求2所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于在真空环境中每处焊缝焊接后至少保温10分钟。
4.根据权利要求1所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于三处焊缝焊接时的电子束流各不相同。
5.根据权利要求4所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于焊接套环与导磁环的电子束流最大,焊接导磁环与隔磁环的电子束流最小。
6.根据权利要求1所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于在执行s34步骤过程中,焊接设备与电磁铁毛坯相互不能分离,且不能调整旋转轴的零点位置。
7.根据权利要求1-6任一所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于:焊接芯轴同轴设置在套环、导磁环、隔磁环内,挡铁的一端同轴设置在隔磁环内,挡铁的另一端设置在焊接夹具上,焊接夹具设于电子束焊机内。
8.根据权利要求1所述的一种异种金属电磁铁毛坯的真空电子束焊接方法,其特征在于所述电子束焊机与焊接芯轴的相对位置不变,焊接时焊接芯轴旋转。
技术总结
本发明公开了一种异种金属电磁铁毛坯的真空电子束焊接方法,通过设计焊接芯轴和焊接夹具将套环、导磁环、隔磁环、挡铁组装为一体,设计三条焊缝,采用不同的焊接顺序完成对各个部件的焊接;本方案确保异种金属电磁铁毛坯焊缝内部无裂纹、未熔合等缺陷,满足相关标准Ⅰ级焊缝要求,同时改善电磁铁毛坯焊接变形,保证电磁铁毛坯焊后同轴度满足后续机械加工要求。
技术研发人员:吴思佚,杨徐,林鑫,张劲永,刘卓,薛俊霞,程轩轩
受保护的技术使用者:四川航天长征装备制造有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!