一种特种车辆前部车首模块装焊装置和方法与流程
本发明涉及特种车辆拼装焊接领域,具体是一种特种车辆前部车首模块装焊装置和方法。
背景技术:
1、现今特种车辆发展趋势,外形设计除兼顾性能指标、实用性外,还需考虑人机环、外观造型,这势必会提升特种车辆加工制造的难度。原特种车前部车首模块焊接采用划线定位、通过人工进行对正,辅助时间长,焊接精度低,焊接质量和焊接效率低,不利于批量生产。
技术实现思路
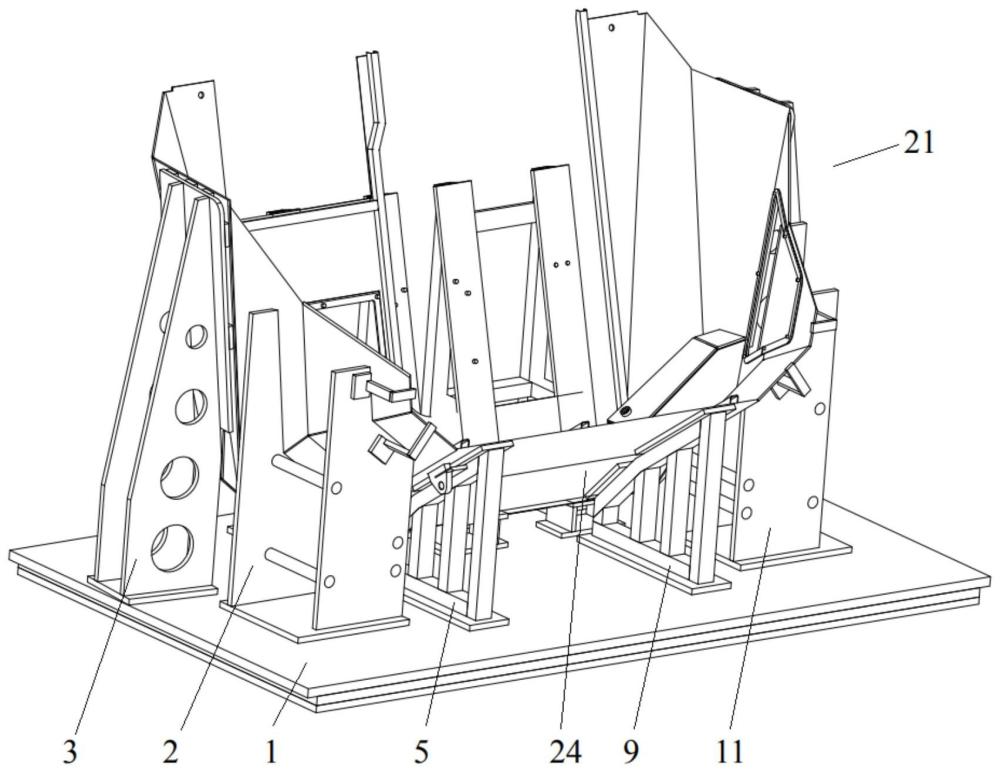
1、本发明的目的是提供一种特种车辆前部车首模块装焊装置,包括基座平台和支座。
2、所述基座平台为平板结构。所述基座平台上安装有所述支座。
3、所述支座包括支座a、支座b、支座c、支座d、支座e、支座f、支座g、支座h、支座i、支座j和支座k。
4、所述支座a安装在所述基座平台的左前侧,所述支座a的左后侧安装有所述支座b,右侧安装有所述支座d。所述支座d的后侧依次安装有所述支座c和所述支座e。所述支座f安装在所述基座平台的中后侧。
5、所述支座a和所述支座j对称设置。
6、所述支座b和所述支座k对称设置。
7、所述支座c和所述支座i对称设置。
8、所述支座d和所述支座h对称设置。
9、所述支座e和所述支座g对称设置。
10、甲板放置在所述支座上。
11、所述甲板包括车首正中甲板、车首上甲板、车首下甲板、车首左侧甲板i、车首左侧甲板ii、车首左侧甲板iii、车首右侧甲板i、车首右侧甲板ii、车首右侧甲板iii。
12、所述车首正中甲板放置在所述支座c、支座f和支座i上。
13、所述车首下甲板放置在所述支座d和支座h上。
14、所述车首上甲板放置在所述支座e和支座g上。
15、所述车首正中甲板分别与所述车首下甲板和所述车首上甲板搭接固定。
16、所述车首左侧甲板i和车首左侧甲板ii放置在所述支座a上,所述车首左侧甲板i分别与所述车首下甲板和所述车首左侧甲板ii搭接固定。
17、所述车首左侧甲板iii放置在所述支座b上,分别与所述车首左侧甲板ii和所述车首上甲板搭接固定。
18、所述车首右侧甲板i和车首右侧甲板ii放置在所述支座j上,所述车首右侧甲板i分别与所述车首下甲板和所述车首右侧甲板ii搭接固定。
19、所述车首右侧甲板iii放置在所述支座k上,分别与所述车首右侧甲板ii和所述车首上甲板搭接固定。
20、进一步,所述基座平台和所述支座的安装位置处设置有定位销孔和螺纹孔;所述支座通过定位销i定位,并用螺栓将所述支座紧固在所述基座平台上。
21、进一步,所述支座f上设置有三个定位销ii,所述车首正中甲板焊接总成通过所述定位销ii定位。
22、进一步,所述支座b和所述支座k上平均分布有若干垫块和定位块,垫块和定位块均呈线性分布。所述垫块和所述定位块通过螺栓固定在所述支座b和所述支座k上。
23、本发明的另一个目的是提供一种特种车辆前部车首模块装焊方法,其特征在于,包括以下步骤:
24、1)定位:所述甲板通过自身边缘棱角接触,形成梯次搭接的状态;
25、1.1)先将所述车首正中甲板放置在所述支座c和所述支座i上,利用所述支座f上的三个定位销ii精准定位,将定位完成的所述车首正中甲板作为基准甲板;
26、1.2)将所述车首下甲板放置在所述支座d和所述支座h上,与车首正中甲板搭接固定;
27、1.3)将所述车首上甲板放置在所述支座e和所述支座g上,与所述车首正中甲板搭接固定;
28、1.4)将所述车首左侧甲板iii和所述车首右侧甲板iii分别放置在所述支座b和所述支座k上,并利用所述支座b和所述支座k上的垫块和定位块精准定位;
29、1.5)将所述车首左侧甲板i放置在所述支座a上,与车首下甲板搭接固定;
30、再将所述车首左侧甲板ii放置在所述支座a上,分别与车首左侧甲板i和车首左侧甲板iii搭接固定;
31、1.6)将所述车首右侧甲板i放置在所述支座j上,与所述车首下甲板搭接固定;
32、再将所述车首右侧甲板ii放置在所述支座j上,分别与车首右侧甲板i和车首右侧甲板iii搭接固定。
33、2)焊接:在所述甲板的搭接边缘处进行断续定位焊。
34、本发明的技术效果是毋庸置疑的,本发明的有益效果如下:
35、本发明解决了特种车辆前部模块搭接不稳定、成型后精度较差的问题。特种车辆前部车首模块的各甲板利用支座快速精准定位,无需装夹,通过各甲板自身边缘棱角接触,形成梯次搭接状态,一次性对特种车辆前部车首模块装焊成型,提升了焊接精度和装配焊接效率,有效保证了产品装焊质量。
技术特征:
1.一种特种车辆前部车首模块装焊装置,其特征在于:包括基座平台(1)和支座;
2.根据权利要求1所述的一种特种车辆前部车首模块装焊装置,其特征在于:所述基座平台(1)和所述支座的安装位置处设置有定位销孔和螺纹孔;所述支座通过定位销i定位,并用螺栓将所述支座紧固在所述基座平台(1)上。
3.根据权利要求1所述的一种特种车辆前部车首模块装焊装置,其特征在于:所述支座f(7)上设置有三个定位销ii,所述车首正中甲板焊接总成(22)通过所述定位销ii定位。
4.根据权利要求1所述的一种特种车辆前部车首模块装焊装置,其特征在于:所述支座b(3)和所述支座k(12)上平均分布有若干垫块和定位块,垫块和定位块均呈线性分布;所述垫块和所述定位块通过螺栓固定在所述支座b(3)和所述支座k(12)上。
5.一种特种车辆前部车首模块装焊方法,其特征在于,包括以下步骤:
技术总结
本发明的目的是提供一种特种车辆前部车首模块装焊装置和方法,包括基座平台和支座。基座平台为平板结构,其上固定安装有支座,支座上放置有甲板。各甲板通过各支座能够快速精准定位,并依靠各甲板总成自身边缘棱角形成搭接状态,使特种车辆前部车首模块定位成型,再利用焊接设备完成焊接。本装置与方法已成功应用到特种车辆前部车首模块装焊领域,使某特种车辆前部车首焊接效率和精度大幅度提高。本装置与方法的可靠性、创新性、经济性良好,与传统焊接方法相比较,加工质量及加工效率明显提高。
技术研发人员:向俊丞,陈超博,米长富,王涛,熊芸,王玲,欧陈双
受保护的技术使用者:重庆铁马工业集团有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!