一种高精度齿轮滚切加工系统及方法
本发明涉及齿轮加工,特别是涉及一种高精度齿轮滚切加工系统及方法。
背景技术:
1、直齿锥齿轮由于其设计安装方便,传动性能好等优点,目前大量的应用在各行各业中。目前的加工方法有锻造,刨齿,双刀盘铣齿等。
2、锻造只适用于大批量生产,并不能很好的满足柔性生产和日益单件小批量的生产需求,刨齿工艺和双刀盘铣削加工效率低,加工精度低。
技术实现思路
1、本发明的目的是提供一种高精度齿轮滚切加工系统及方法,以解决上述现有技术存在的问题,能够提高直齿锥齿轮的加工精度。
2、为实现上述目的,本发明提供了如下方案:
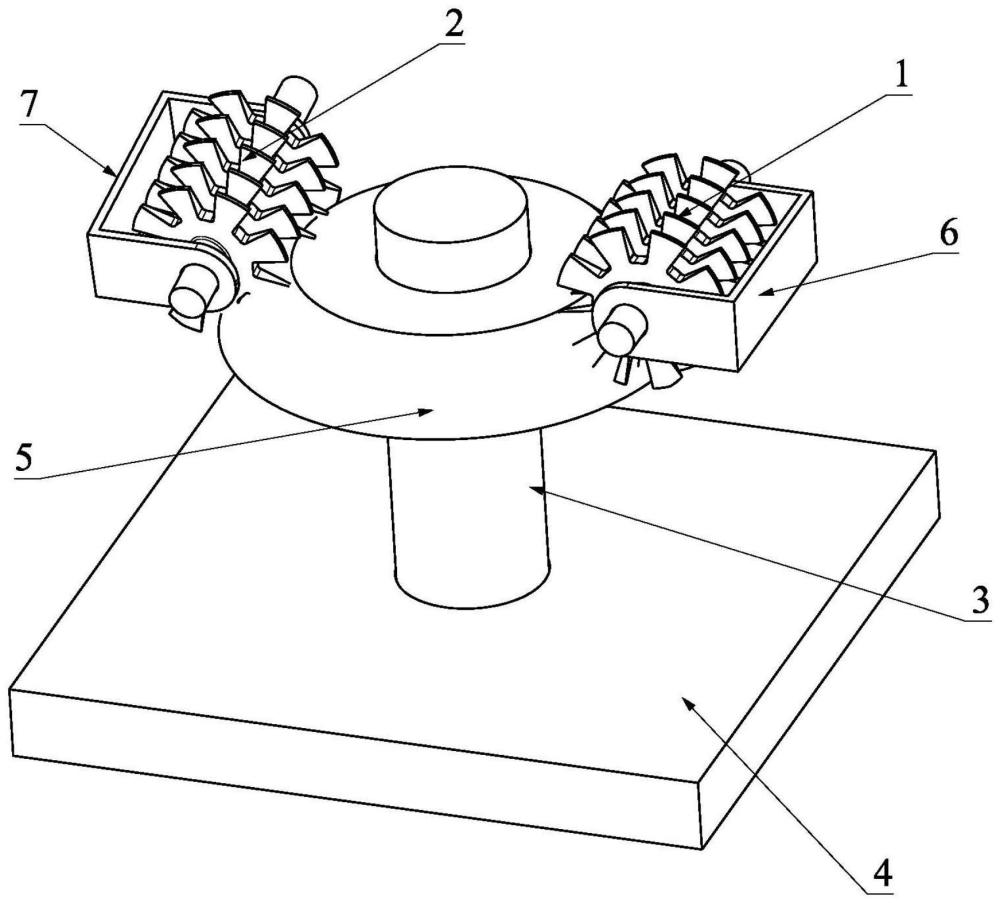
3、本发明提供一种高精度齿轮滚切加工系统及方法,包括第一滚刀机构、第二滚刀机构、转轴和底座,所述转轴的上端用于夹装齿胚,所述转轴的下端转动固定在所述底座上,所述转轴通过第一旋转驱动组件驱动自转,所述第一滚刀机构上的第一滚刀和所述第二滚刀机构上的第二滚刀沿齿胚的周向均布以分别用于同一齿槽内的两个齿面切削成型。
4、优选的,所述第一滚刀呈左旋,所述第二滚刀呈右旋,所述第一滚刀的转向和所述第二滚刀的转向均与其自身旋线方向相反。
5、优选的,所述第一滚刀和所述第二滚刀均为斜齿轮滚切刀。
6、优选的,所述第一滚刀机构包括所述第一滚刀、第一支架、第二旋转驱动组件和第一移动机构,所述第一滚刀转动连接在所述第一支架上,并通过所述第二旋转驱动组件传动驱动,所述第一移动机构固定在所述底座上,所述第一移动机构的移动端与所述支架固定连接,所述第二滚刀机构包括所述第二滚刀、第二支架、第三旋转驱动组件和第二移动机构,所述第二滚刀转动连接在所述第二支架上,并通过所述第三旋转驱动组件传动驱动,所述第二移动机构固定在所述底座上,所述第二移动机构的移动端与所述支架固定连接。
7、优选的,所述第一移动机构和所述第二移动机构为工业机器人手臂。
8、优选的,所述第一旋转驱动组件、所述第二旋转驱动组件和所述第三旋转驱动组件均为电机。
9、本发明还提供了一种高精度齿轮滚切加工方法,步骤包括:在待加工的齿胚周向均布两个滚刀分别用于对同一齿槽内的两个齿面进行切削成型。
10、优选的,一个滚刀呈左旋,另一个滚动呈右旋,两个滚刀的转动方向均与其自身旋线方向相反。
11、本发明相对于现有技术取得了以下技术效果:
12、本发明提供了一种高精度齿轮滚切加工系统及方法,采用两个滚刀机构在齿胚的周向均布,且分别用来对同一个齿槽内的两个齿面切削成型,从而将直齿型锥形齿轮的齿槽分解为两个斜齿齿轮的齿槽加工,从而简化了滚刀机构的运动路线,使直齿锥齿轮的加工更加稳定,从而提高了直齿锥齿轮的加工精度;且两个滚刀机构在齿胚的周向均布,在切割过程中,两个滚刀机构对齿胚的径向力能够被平衡,从而减小了齿胚的偏心,进一步提高直齿锥齿轮的加工精度。
技术特征:
1.一种高精度齿轮滚切加工系统及方法,其特征在于:包括:第一滚刀机构、第二滚刀机构、转轴和底座,所述转轴的上端用于夹装齿胚,所述转轴的下端转动固定在所述底座上,所述转轴通过第一旋转驱动组件驱动自转,所述第一滚刀机构上的第一滚刀和所述第二滚刀机构上的第二滚刀沿齿胚的周向均布以分别用于同一齿槽内的两个齿面切削成型。
2.根据权利要求1所述的高精度齿轮滚切加工系统及方法,其特征在于:所述第一滚刀呈左旋,所述第二滚刀呈右旋,所述第一滚刀的转向和所述第二滚刀的转向均与其自身旋线方向相反。
3.根据权利要求1所述的高精度齿轮滚切加工系统及方法,其特征在于:所述第一滚刀和所述第二滚刀均为斜齿轮滚切刀。
4.根据权利要求1所述的高精度齿轮滚切加工系统及方法,其特征在于:所述第一滚刀机构包括所述第一滚刀、第一支架、第二旋转驱动组件和第一移动机构,所述第一滚刀转动连接在所述第一支架上,并通过所述第二旋转驱动组件传动驱动,所述第一移动机构固定在所述底座上,所述第一移动机构的移动端与所述支架固定连接,所述第二滚刀机构包括所述第二滚刀、第二支架、第三旋转驱动组件和第二移动机构,所述第二滚刀转动连接在所述第二支架上,并通过所述第三旋转驱动组件传动驱动,所述第二移动机构固定在所述底座上,所述第二移动机构的移动端与所述支架固定连接。
5.根据权利要求4所述的高精度齿轮滚切加工系统及方法,其特征在于:所述第一移动机构和所述第二移动机构为工业机器人手臂。
6.根据权利要求4所述的高精度齿轮滚切加工系统及方法,其特征在于:所述第一旋转驱动组件、所述第二旋转驱动组件和所述第三旋转驱动组件均为电机。
7.一种高精度齿轮滚切加工方法,其特征在于:步骤包括:在待加工的齿胚周向均布两个滚刀分别用于对同一齿槽内的两个齿面进行切削成型。
8.根据权利要求7所述的高精度齿轮滚切加工方法,其特征在于:一个滚刀呈左旋,另一个滚动呈右旋,两个滚刀的转动方向均与其自身旋线方向相反。
技术总结
本发明公开了一种高精度齿轮滚切加工系统,涉及齿轮加工技术领域,包括第一滚刀机构、第二滚刀机构、转轴和底座,所述转轴的上端用于夹装齿胚,所述转轴的下端转动固定在所述底座上,所述转轴通过第一旋转驱动组件驱动自转,所述第一滚刀机构上的第一滚刀和所述第二滚刀机构上的第二滚刀沿齿胚的周向均布以分别用于同一齿槽内的两个齿面切削成型;本发明还提供了一种高精度齿轮滚切加工方法,步骤包括:在待加工的齿胚周向均布两个滚刀分别用于对同一齿槽内的两个齿面进行切削成型,能够提高直齿锥齿轮的加工精度。
技术研发人员:刘保建,张欣昱,颜国君,杨超,许旸
受保护的技术使用者:西安理工大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!