一种实心花齿的制作方法与流程
本发明涉及机械加工和制造,更具体的说是涉及一种实心花齿制作方法。
背景技术:
1、本发明涉及一种实心花齿制作方法,用于制作安全带配件。目前,安全带作为一种重要的安全装备,广泛应用于汽车、飞机、船舶等交通工具以及建筑、工业等领域。安全带由多个配件组成,其中实心花齿作为安全带的重要配件之一,用于连接和调节安全带的长度,保障乘客的安全。
2、传统的实心花齿制作方法通常采用铸造或机械加工的方式,工艺复杂,生产成本较高,生产效率较低。同时,传统的实心花齿存在一些缺陷,如花齿强度不足、易损坏等问题,影响了安全带的使用效果和寿命。
3、因此,需要一种新型的实心花齿制作方法,能够简化制作工艺,提高花齿的强度和耐用性,从而更好地满足安全带的使用要求。
技术实现思路
1、有鉴于此,本发明提供了一种新型的实心花齿制作方法。
2、为实现上述目的,本发明提供如下技术方案,主要包括以下步骤:
3、a:切料,将制作实心花齿的材料切割成所需要的形状和尺寸;
4、b:整形,将切好的材料进行整形,以便后续加工使用;
5、c:预压花池,将制作实心花齿的材料上进行预压花齿的处理,使其形成一定的花齿形状;
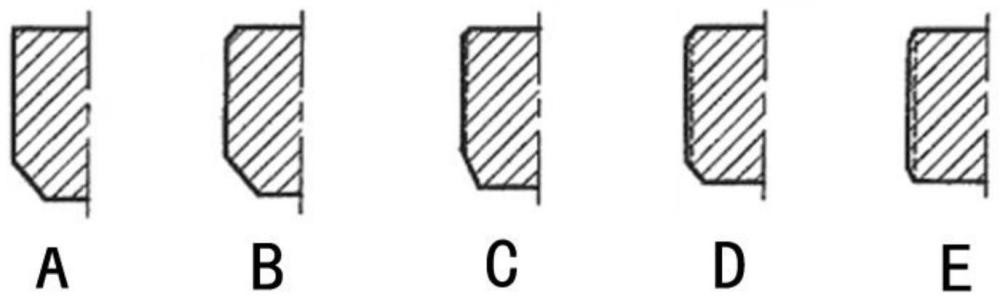
6、d:压齿及外倒:在预压花齿的基础上,进行压齿和外倒的加工处理,使其形成实心花齿的形状;
7、e:成型到位:将加工好的实心花齿进行成型到位,以便后续的安全带制作使用。
8、优选的,在上述实心花齿的制作方法中,所述切料工序包括切割和裁剪,将材料切割成所需要的形状和尺寸。
9、优选的,在上述实心花齿的制作方法中,所述整形工序包括对切料完成的材料去除材料毛刺,对材料进行打磨,抛光,使材料表面光滑,平整。
10、优选的,在上述实心花齿的制作方法中,所述预压花齿工序对整形完成后的材料进行预压花齿,通过多工位成型机控制预压深度和宽度,花齿的大小和形状符合要求。
11、优选的,在上述实心花齿的制作方法中,所述压齿及外倒工序通过多工位成型机将预压好的花齿形状压实,在压齿完成后,将花齿形状外倒,以增加其强度和耐用性。
12、优选的,在上述实心花齿的制作方法中,所述成型到位工序通过多工位成型机将材料成型到位。
13、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种实心花齿的制作方法,相比传统的铸造或机械加工方法,本发明工艺简单,操作方便,不需要复杂的设备和技术,能够降低制作成本,通过预压花齿和压齿及外倒的步骤,使得花齿的强度和耐用性得到了提高,能够更好地满足安全带的使用要求,适用于大规模生产,能够提高生产效率,满足市场需求,采用专业的工具和设备,操作简单,能够保证制作过程的安全和稳定,避免出现安全事故,本发明的制作方法成本较低,能够降低安全带的制作成本,提高产品的竞争力。
14、综上所述,本发明的实心花齿制作方法具有工艺简单、强度提高、生产效率高、安全可靠、经济实用等有益效果,适用于安全带配件的制作和生产。
技术特征:
1.一种实心花齿的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的实心花齿的制作方法,其特征在于,所述切料工序包括切割和裁剪,将材料切割成所需要的形状和尺寸。
3.根据权利要求1所述的实心花齿的制作方法,其特征在于,所述整形工序包括对切料完成的材料去除材料毛刺,对材料进行打磨,抛光,使材料表面光滑,平整。
4.根据权利要求1所述的实心花齿的制作方法,其特征在于,所述预压花齿工序对整形完成后的材料进行预压花齿,通过多工位成型机控制预压深度和宽度,花齿的大小和形状符合要求。
5.根据权利要求1所述的实心花齿的制作方法,其特征在于,所述压齿及外倒工序通过多工位成型机将预压好的花齿形状压实,在压齿完成后,将花齿形状外倒,以增加其强度和耐用性。
6.根据权利要求1所述的实心花齿的制作方法,其特征在于,所述成型到位工序通过多工位成型机将材料成型到位。
技术总结
本发明公开了一种实心花齿的制作方法,包括切料、整形、预压花池、压齿及外倒和成型到位等步骤。其中,切料工序包括切割和裁剪,整形工序包括去除毛刺、打磨和抛光等处理,预压花齿工序通过多工位成型机控制预压深度和宽度,压齿及外倒工序通过多工位成型机将预压好的花齿形状压实,并将花齿形状外倒,最后通过多工位成型机将材料成型到位。这个方法可以提高实心花齿的强度和耐用性,适用于制作各种类型的实心花齿。同时,多工位成型机作为一种高效的自动化加工设备,在实心花齿的制作中发挥着重要的作用。
技术研发人员:王振华
受保护的技术使用者:苏州亿翔五金有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!