一种夹芯板裁切冲压折边一体成型机的制作方法
本发明涉及板材成型加工,更具体地说,本发明涉及一种夹芯板裁切冲压折边一体成型机。
背景技术:
1、夹芯板裁切冲压折边一体成型机是一种机械设备,主要用于生产各种形状和规格的夹芯板制品,它的主要功能包括裁切、冲压和折边,这些功能在一台机器上实现了一体化成型。
2、在公开技术中,中国专利公开号cn210876936u的专利公开了一种金属一体板用折边机构,该专利针对目前,虽然可以通过灌胶机摸胶,冷压机对复合后金属面板与保温板材进行冷压,保证复合质量,但是采用现有技术中的折边机,无法对复合后的金属面板进行折边;该专利设计合理、实用方便,对实现复合后的金属面板进行折边,便于金属一体板的机械化复合,保证金属一体板复合的质量;但是该专利还存在如下缺陷;
3、上述成型机在对夹芯板进行裁切折边时,需要一个个对夹芯板裁切后再进行折弯,成型板在加工时难以实现同步批量裁切冲压折边,导致夹芯板生产效率较低,因此需提供一种夹芯板裁切冲压折边一体成型机。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明提供一种夹芯板裁切冲压折边一体成型机。
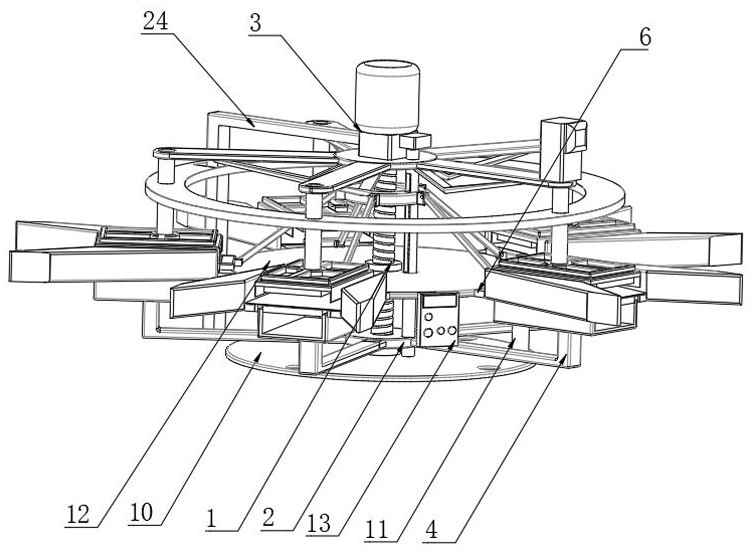
2、为实现上述目的,本发明提供如下技术方案:一种夹芯板裁切冲压折边一体成型机,包括联动螺杆,所述联动螺杆的外壁螺纹连接有螺纹套接上移环,所述螺纹套接上移环的外壁安装有联动折边机构;所述联动折边机构包括安装在螺纹套接上移环外壁的多个联动支板,且所述联动螺杆的顶端同轴传动连接有减速传动电机,所述联动支板的顶端固定连接有凹形折边块,在所述凹形折边块的外壁连接有定位支板,在所述定位支板的底端且位于凹形折边块一侧位置处开设有裁切冲压矩孔,在所述凹形折边块的上方开设有折边矩孔,所述定位支板的顶端安装有夹芯板,多个所述联动支板均与螺纹套接上移环之间焊接,多个所述联动支板呈圆环等距分布排列设置,所述凹形折边块与折边矩孔所属的定位支板之间竖向滑动连接,所述凹形折边块的外壁经抛光打磨处理。
3、优选地,所述联动螺杆的外壁且位于螺纹套接上移环下方位置处转动连接有安装底板,所述安装底板的顶端且位于联动支板一侧位置处焊接有支撑柱,且所述支撑柱的顶端安装有与联动螺杆转动连接的套接环板,多个所述定位支板均与套接环板之间固定连接,所述套接环板的外壁且位于两个联动支板之间固定连接有控制器,所述减速传动电机的一侧固定连接有加固支架,且所述定位支板的两侧均焊接有导向支板,两个所述导向支板相邻一侧均经抛光打磨处理。
4、采用上述技术方案,减速传动电机带动联动螺杆在套接环板和安装底板内部同时旋转时,螺纹套接上移环带动多个联动支板向上移动,联动支板带动凹形折边块向上移动,凹形折边块能够顺着折边矩孔内部导向上移,从而凹形冲切刀向下移动能够精确定位到定位支板内部的裁切冲压矩孔中,凹形折边块沿着折边矩孔向上顶压夹芯板的边缘部位,夹芯板边缘部位向上挤压在折边定位块的侧面位置处,进行折弯成型。
5、优选地,所述夹芯板上的上方安装有凹形冲切刀,所述凹形冲切刀的内壁顶端安装有联动裁切冲压组件;
6、所述联动裁切冲压组件包括安装在凹形冲切刀内壁顶端的折边定位块,且所述折边定位块的底端嵌入固定连接有距离传感器,所述凹形冲切刀的顶端连接有冲压支板,且所述冲压支板的顶端嵌入固定连接有冲切支柱,所述冲切支柱的外壁且靠近其中部位置处焊接有联动环板,在其中一个冲切支柱的顶端固定连接有液压缸,所述液压缸的底端固定连接有套接轴板,所述冲切支柱与套接轴板之间滑动连接,在所述套接轴板的一侧焊接有螺纹套接下移环,所述螺纹套接下移环的内壁与联动螺杆的外壁之间螺纹连接,所述联动螺杆的外壁两螺纹相反且对称设置,所述冲压支板和折边定位块均与凹形冲切刀之间焊接,所述凹形冲切刀的底端两拐角线均经倒直角处理,多个所述套接轴板呈圆环等距分布排列设置,所述套接轴板的底端焊接有加固支板。
7、采用上述技术方案,将多个夹芯板分别放置在多个定位支板的顶端位置处,套接环板和安装底板能够确保联动螺杆在其内部稳定进行正转,夹芯板能够顺着两个导向支板之间导向进入到定位支板顶端位置处,通过磁铁滑动框板能够对夹芯板的侧面磁吸固定,启动减速传动电机带动联动螺杆在套接环板以及安装底板内部正转,同时螺纹套接下移环带动多个套接轴板向下移动,加固支板能够对套接轴板底端起到支撑作用,套接轴板带动冲切支柱向下移动,同时冲切支柱带动冲压支板使凹形冲切刀向下移动,凹形冲切刀带动折边定位块使距离传感器向下移动,传感到控制器设定距离cm时,控制器启动液压缸带动多个冲切支柱向下移动,冲切支柱带动联动环板向下移动,联动环板能够带动其他多个冲切支柱同时向下冲切,凹形冲切刀冲击夹芯板的同时,凹形冲切刀两个刀具部位插入到裁切冲压矩孔内部进行裁切冲压成型。
8、优选地,所述夹芯板的一侧设有与定位支板滑动连接的磁铁滑动框板,所述磁铁滑动框板的内部安装有联动脱离机构;
9、所述联动脱离机构包括安装在磁铁滑动框板内部的锁紧磁铁,且所述磁铁滑动框板的外壁一侧固定连接有铰接凹块,所述铰接凹块的内部安装有铰接套接架,所述铰接套接架的外壁且靠近其顶端位置处安装有凹形铰接块,所述凹形铰接块的一侧安装有联动滑环,所述联动滑环的内壁固定连接有联动螺纹套块,所述联动螺纹套块与联动滑环之间滑动连接有导向框柱,且所述联动螺纹套块的内壁螺纹连接有驱动螺杆,在所述驱动螺杆的顶端延伸至导向框柱上方并同轴传动连接有减速驱动电机,所述减速驱动电机与导向框柱之间固定连接,所述凹形铰接块和铰接凹块均与铰接套接架之间转动连接,多个所述凹形铰接块均与联动滑环之间焊接。
10、采用上述技术方案,控制器启动减速传动电机带动联动螺杆反转,从而凹形折边块向下移动复位到最下方位置,启动减速驱动电机带动驱动螺杆在导向框柱内部旋转,驱动螺杆带动联动螺纹套块在螺纹的作用下沿着导向框柱内部导向下移,同时联动螺纹套块带动联动滑环沿着导向框柱的外壁导向下移,联动滑环带动多个凹形铰接块向下移动,铰接套接架底端带动铰接凹块横向移动,铰接凹块带动磁铁滑动框板沿着定位支板顶端滑动,芯板能够右移推出定位支板的外部进行出料。
11、本发明的技术效果和优点:
12、1、本发明采用联动折边机构使减速传动电机带动联动螺杆在套接环板和安装底板内部同时旋转时,联动螺杆带动螺纹套接上移环在螺纹的作用下向上移动,螺纹套接上移环带动多个联动支板向上移动,凹形折边块能够顺着折边矩孔内部导向上移,从而凹形冲切刀向下移动能够精确定位到定位支板内部的裁切冲压矩孔中,能够同时将夹芯板侧边贴合在折边定位块侧面实现精确冲压,能够同步批量对多个夹芯板实现竖向冲压折弯,无需一个个成型,批量成型效率有效提高;
13、2、本发明通过联动裁切冲压组件启动减速传动电机带动联动螺杆在套接环板以及安装底板内部正转,螺纹套接下移环在螺纹的作用下沿着导向框柱外壁导向下移,同时螺纹套接下移环带动多个套接轴板向下移动,凹形冲切刀带动折边定位块使距离传感器向下移动,距离传感器向下传感到夹芯板之间的距离,控制器启动液压缸带动多个冲切支柱向下移动,联动环板能够带动其他多个冲切支柱同时向下冲切,能够对多个夹芯板实现同步定位裁切冲压,批量成型夹芯板,有效提高夹芯板成型效率;
14、3、本发明采用联动脱离机构启动减速驱动电机带动驱动螺杆在导向框柱内部旋转,驱动螺杆带动联动螺纹套块在螺纹的作用下沿着导向框柱内部导向下移,联动滑环带动多个凹形铰接块向下移动,凹形铰接块带动铰接套接架向下移动,铰接凹块带动磁铁滑动框板沿着定位支板顶端滑动,同时磁铁滑动框板带动锁紧磁铁向右移动,夹芯板能够右移推出定位支板的外部,能够批量对多个成型完毕的定位支板自动出料,批量对成型完毕的夹芯板实现出料操作,能够有效提高批量夹芯板的出料效率;
15、通过上述多个作用的相互影响,首先同步批量对多个夹芯板实现竖向冲压折弯,再通过对多个夹芯板实现同步定位裁切冲压,最后通过批量对多个成型完毕的定位支板自动出料,综上能够对多个夹芯板实现同步批量裁切冲压折边一体化成型,批量同步成型,成型效率有效提高。
- 还没有人留言评论。精彩留言会获得点赞!