一种汽车座椅生产用螺栓旋拧机器人的制作方法
本发明涉及机械加工,尤其涉及一种汽车座椅生产用螺栓旋拧机器人。
背景技术:
1、随着社会的发展和人们经济水平的提高,汽车的普及率越来越高,汽车作为一种交通工具,它由众多的零部件组成,汽车座椅就是其中的一部分,而大部分汽车座椅的组装需要人工完成,在人工装配座椅过程中,存在以下问题:采用人工进行拧紧,劳动强度大;对于产品质量不容易控制,不拧紧的现象时有发生,因此需要发明一种汽车座椅生产用螺栓旋拧机器人。
2、目前一种汽车座椅生产用螺栓旋拧机器人为中国专利申请公开号:cn114932400b公开了一种适用于螺栓拧紧的半自动化加工系统,包括旋转式操作台,所述旋转式操作台上分别设置有:校准装置、拧紧装置以及检测装置;所述校准装置包括按预定形状、并沿顶点排布的多个定位杆,多个所述定位杆受驱向下以使其端部插入所述工件螺孔内以对位;所述拧紧装置包括主体架,所述主体架上通过升降导轨机构固定有拧紧驱动件以及连接管,所述连接管的底端连接有组合夹头;所述检测装置包括按预定形状、并沿顶点分布的多个撞针组件,所述撞针组件包括轴向滑动设置的撞击杆以及铜杆。筒校准装置,便于对工件进行校准;通过拧紧装置对螺栓进行拧紧;通过检测装置对拧紧作业完成后的工件进行检测,提高工件最终加工质量,使用效果好。
3、但是,上述方法存在以下问题:无法对于螺栓旋紧过程中产生的预紧力进行精确控制,从而导致预紧力过大造成螺栓或连接件的失效,预紧力不足造成螺栓松脱。
技术实现思路
1、为此,本发明提供一种汽车座椅生产用螺栓旋拧机器人,用以克服现有技术中无法对于螺栓旋紧过程中产生的预紧力进行精确控制,从而导致预紧力过大造成螺栓或连接件的失效,预紧力不足造成螺栓松脱的问题。
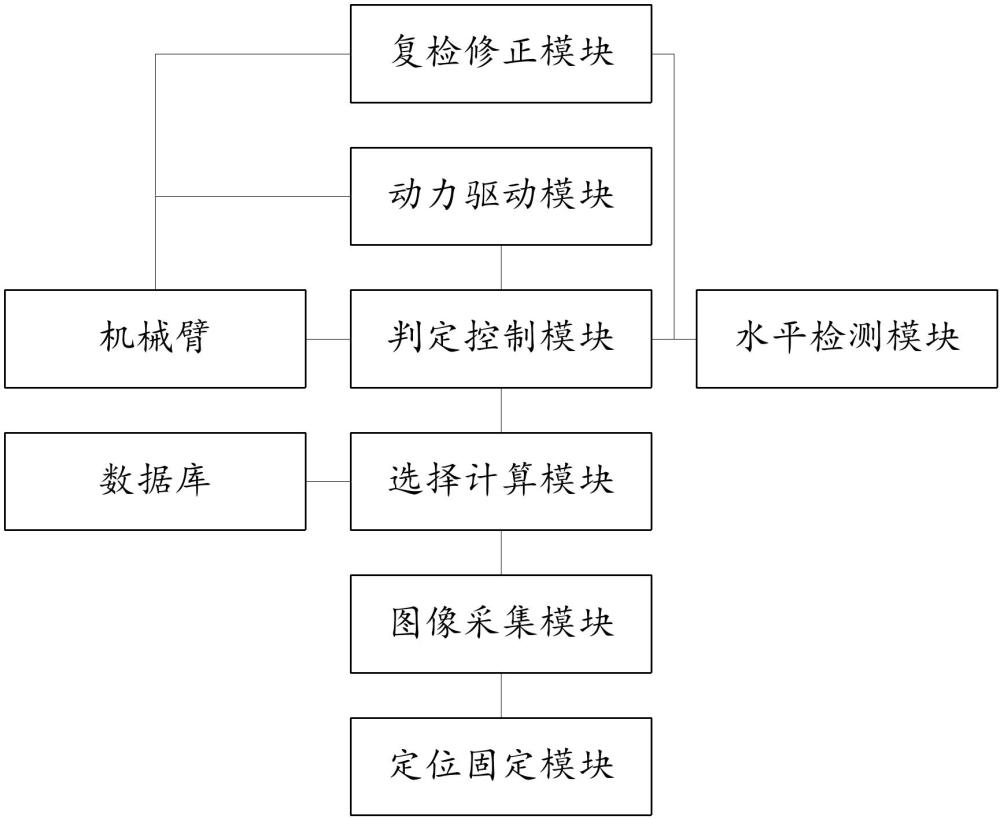
2、为实现上述目的,本发明提供一种汽车座椅生产用螺栓旋拧机器人,包括:
3、机械臂,其设置在预设轨道上,用以夹持螺栓,并将螺栓旋拧至对应的螺孔内;
4、数据库,其用以存储汽车座椅的型号信息和对应汽车座椅型号的螺栓信息;
5、定位固定模块,其用以对进入预设位置的汽车座椅进行固定;
6、图像采集模块,其与所述定位固定模块相连,用以通过第一预设方向和第二预设方向拍摄汽车座椅的型号信息并生成图像信息;
7、选择计算模块,其与所述图像采集模块和所述数据库相连,用以根据所述图像信息匹配所述数据库对应选择螺栓类型,并确定对应的螺栓旋紧力;
8、判定控制模块,其与所述选择计算模块和所述机械臂相连,用以根据所述旋紧力控制所述机械臂的旋紧方式;
9、动力驱动模块,其与所述机械臂和所述判定控制模块相连,用以向机械臂提供旋紧力;
10、水平检测模块,其与所述判定控制模块相连,用以实时检测旋紧过程中的螺栓的水平度;
11、复检修正模块,其与所述机械臂和所述判定控制模块相连,用以检测旋紧后螺栓的紧固度,并将紧固度低于预设紧固度的螺栓进行二次紧固,紧固度高于预设紧固度的螺栓进行旋松;
12、其中,所述汽车座椅的型号信息包括座椅螺孔的通孔度、螺孔的长度、螺孔的直径和螺孔的数量。
13、进一步地,所述图像采集模块以所述第一预设方向拍摄螺孔的通孔度、螺孔的直径和螺孔的数量;
14、所述图像采集模块以所述第二预设方向拍摄螺孔的长度。
15、进一步地,所述螺孔的通孔度x由式(1)确定:
16、(1)
17、其中,s1为螺孔的通孔面积,s0为螺孔面积。
18、进一步地,所述通孔度x与预设通孔度x0进行比较,所述定位固定模块根据比较结果对预设位置的汽车座椅进行定位固定;
19、其中,若所述通孔度x小于预设通孔度x0,所述定位固定模块调节汽车座椅一或多个螺孔的位置,直至通孔度x达到预设通孔度x0,并对汽车座椅利用定位销进行固定;
20、若所述通孔度x大于等于预设通孔度x0,所述定位模块汽车座椅利用定位销进行固定。
21、进一步地,所述旋紧力f由公式(2)确定:
22、(2)
23、其中,k为螺杆与螺孔间的摩擦系数,d为螺杆直径,f1为螺栓的预紧力,p为螺纹系数,α为螺栓膨胀系数,l为动力臂长度;
24、其中,所述动力臂长度为旋紧力的作用线到转动轴的距离。
25、进一步地,所述旋紧力f与对应螺栓的预设旋紧力f0进行比较,所述判定控制模块根据比较结果控制所述机械臂采用对应的旋紧方式旋紧螺栓;
26、其中,若所述旋紧力f小于等于所述预设旋紧力f0,所述判定控制模块控制所述机械臂采用第一旋紧方式旋紧螺栓;
27、旋紧力f大于所述预设旋紧力f0,所述判定控制模块控制所述机械臂采用第二旋紧方式旋紧螺栓。
28、进一步地,所述第一旋紧方式为所述机械臂以预紧力f同一方向旋紧螺栓,直至螺栓完全旋紧;
29、第二旋紧方式为所述机械臂以所述旋紧力f以旋紧第一预设圈数后反向旋松第二预设圈数为一周期,直至螺栓完全旋紧。
30、进一步地,所述机械臂分别设置在汽车座椅的两侧,以所述第一旋紧方式或所述第二旋紧方式旋紧螺栓。
31、进一步地,所述水平检测模块用以检测螺栓中心轴线与水平面所夹锐角,记为水平度β;
32、其中,若所述水平度β小于等于预设水平度β0,所述判定控制模块判定所述机械臂为正常工况;
33、若所述水平度β大于预设水平度β0,所述判定控制模块判定所述机械臂为倾斜工况;
34、其中,所述正常工况下所述机械臂以水平度β对螺栓进行旋紧,直至旋紧完成;
35、所述倾斜工况下所述判定控制模块控制所述机械臂停止旋紧,对已旋进螺孔部分的螺栓进行旋松,重新调整螺栓的所述水平度β直至小于等于所述预设水平度β0,再次进行旋紧。
36、进一步地,所述复检修正模块对旋紧完成后的螺栓进行紧固度判定,紧固度y由公式(3)确定:
37、(3)
38、其中,n为螺杆超出螺母的螺纹数,t为汽车座椅所处的环境温度,n0为螺杆底部到螺母底部的预设螺纹数,t0为汽车座椅所处的预设环境温度,y0为预设紧固度;
39、其中,若所述紧固度y小于所述预设紧固度y0,所述判定控制模块判定螺栓为松弛状态,控制所述机械臂进行二次紧固,直至紧固度y达到预设紧固度y0;
40、若所述紧固度y大于所述预设紧固度y0,所述判定控制模块判定螺栓为过紧状态,控制所述机械臂进行旋松,直至紧固度y达到预设紧固度y0。
41、与现有技术相比,本发明的有益效果在于,通过设置选择计算模块将图像信息匹配数据库,获取汽车座椅型号对应螺栓类型,精确计算所需旋紧力,实现对所需旋紧力的精确控制,可以防止因过度应力而导致的零件破裂或变形,降低松动的风险,确保连接的稳定性,确保螺栓连接部分达到紧固度,从而防止因紧固不足或过度紧固而引起失效;
42、进一步地,判定控制模块对较大的旋紧力判定采用第二旋紧方式,以先旋紧第一预设圈数再旋松第二预设圈数为周期,采用周期式旋紧的方式有助于消除过大的预紧应力,保持螺栓在后续旋紧过程中的受压力变形还是在弹性形变之中,产生塑性应变和失效的概率大幅降低,使螺栓能保持持续高强度的荷载力,从而有效避免所需旋紧力较大的情况下造成螺栓断裂或弯曲的情况。
- 还没有人留言评论。精彩留言会获得点赞!