一种利用水导激光加工高温合金格栅的工艺方法与流程
本发明涉及激光加工领域,特别涉及一种利用水导激光加工高温合金格栅的工艺方法。
背景技术:
1、高温合金是指以铁、镍、钴为基,能在六百摄氏度以上的高温及一定应力作用下长期工作的一类金属材料;并具有较高的高温强度,良好的抗氧化和抗腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,高温合金为单一奥氏体组织,在各种温度下具有良好的组织稳定性和使用可靠性,又被称为超合金,主要应用于航空航天领域和能源领域,按基体元素来分,高温合金又分为铁基、镍基、钴基等高温合金,铁基高温合金使用温度一般只能达到七百五十摄氏度到八百五十摄氏度,对于在更高温度下使用的耐热部件,则采用镍基和难熔金属为基的合金,镍基高温合金在整个高温合金领域占有特殊重要的地位,它广泛地用来制造航空喷气发动机、各种工业燃气轮机最热端部件。
2、格栅孔广泛应用于航空航天结构件和雷达零部件中,一般是四边形或者六边形,在常见的格栅孔零部件上,一般有上千甚至几千个格栅孔。
3、由于格栅孔相邻面之间的过渡圆弧一般要求小于r0.2mm,传统的机械加工受制于刀具半径的原因,无法实现,由于格栅的倾斜角度较大,如采用线切割工艺,一方面穿丝孔难以加工,另一方面加工效率也比较低,如果采用edm电火花加工方式则需要设计复杂的成型电极,一方面电极的结构复杂加工维护成本高,另一方面电极在加工过程中会不断地损耗,导致加工尺寸的稳定性差,综上,现有的加工工艺均无法满足格栅孔加工效率和加工质量的要求。
4、因此,提出一种利用水导激光加工高温合金格栅的工艺方法来解决上述问题很有必要。
技术实现思路
1、本发明的主要目的在于提供一种利用水导激光加工高温合金格栅的工艺方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
3、一种利用水导激光加工高温合金格栅的工艺方法,所述包括以下操作步骤:
4、s1:准备加工用材料:包括高温合金、刮刀、酒精、丙酮、高温合金格栅专用夹具、激光加工机床及其自带的探针;
5、s2:预处理工作:使用刮刀去除板材边缘飞边、使用酒精或者丙酮擦拭板材表面,去除污渍、利用专用夹具,将高温合金板材固定在特定的位置,使用设备自带的探针进行加工坐标系的设定;
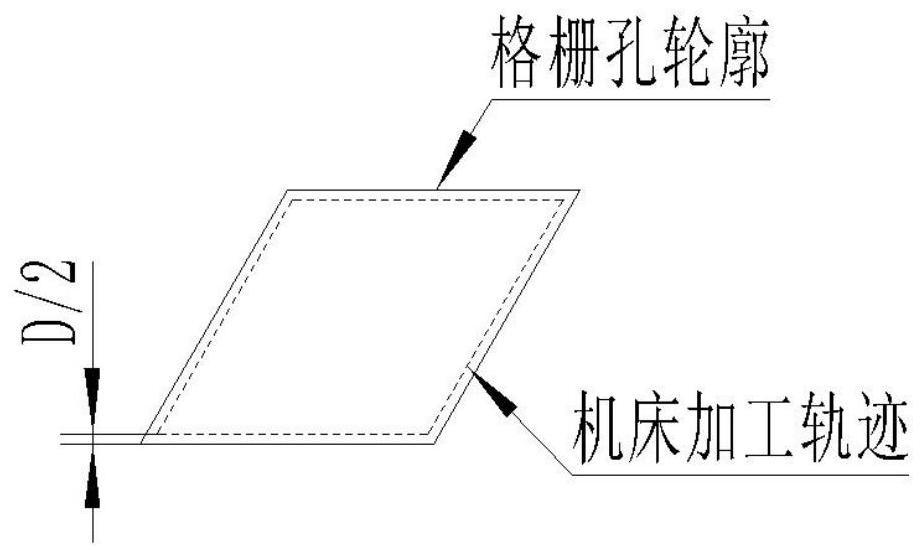
6、s3:激光加工机床加工轨迹的设定:采用轮廓往复加工方式对专用夹具固定好的高温合金进行加工即可;
7、s4:后处理:对加工完毕的高温合金进行清洁和对加工后的格栅孔进行尺寸的检测。
8、优选的,所述步骤s3中,机床加工轨迹与格栅孔轮廓之间的间距等于水束直径的1/2,即d/2,其中d为水束直径。
9、优选的,所述步骤s3中,激光加工机床加工的参数为:激光利用率:100%、频率:14khz、切割速度:12mm/s、水压:350bar、氦气辅助:1l/min,所述以上参数对应的喷嘴直径为60um。
10、优选的,所述步骤s3中,所述激光加工机床加工过程中开启外部冷却模式,用于降低切割表面的污渍残留。
11、优选的,所述步骤s4中,所述激光加工机床加工结束后,将高温合金从专用夹具中取下,使用气枪去除表面污渍和残留的水渍,所述使用600目细砂纸抛光高温合金的表面,使用水枪去除表面污渍,使用气枪去除高温合金表面的水渍,所述使用游标卡尺检测高温合金加工后格栅孔的几何尺寸,使用粗糙度仪检测格栅孔表面粗糙度。
12、优选的,所述步骤s4中,所述使用酒精的丙酮擦拭高温合金的表面,去除污渍,将高温合金放置于空气中,待高温合金风干后使用专用包装袋对高温合金进行打包。
13、有益效果
14、与现有技术相比,本发明提供了一种利用水导激光加工高温合金格栅的工艺方法,具备以下有益效果:
15、1、该利用水导激光加工高温合金格栅的工艺方法,此工艺加工效率高,可以直接按照格栅孔的轮廓进行切割加工,无需打穿丝孔或者设计制造专用电极,单孔加工时间可以控制在1分钟以内,加工精度高,几何尺寸可以进行um级调整,加工尺寸稳定,加工表面的重熔层厚度可以控制在3um以下,表面粗糙度可以控制在ra1.2以下,同时加工后的格栅孔孔口无毛刺。
16、2、该利用水导激光加工高温合金格栅的工艺方法,能利用水导激光实现高温合金格栅孔的高效率和高质量加工,由于水导激光是将激光约束在极细的水束中,水束直径可以控制在0.05mm以下,因此,格栅孔相邻面之间的过渡圆弧r可以控制在0.1mm以内,且水导激光可以直接对格栅孔轮廓进行切割,无需加工穿丝孔,相对于edm电火花工艺,水导激光只需要一束耦合激光的水束进行切割,无需设计制造复杂的成型电极,也不用考虑加工过程中电极损耗造成加工尺寸稳定性差的问题,并且水导激光的水束可以对加工表面进行冷却并冲刷带走碎屑,高温合金加工表面的重熔层一般可以控制在3um以内,并且表面粗糙度可以控制在ra1.2以内,格栅孔孔口无毛刺。
技术特征:
1.一种利用水导激光加工高温合金格栅的工艺方法,其特征在于:所述包括以下操作步骤:
2.根据权利要求1所述的一种利用水导激光加工高温合金格栅的工艺方法,其特征在于:所述步骤s3中,机床加工轨迹与格栅孔轮廓之间的间距等于水束直径的1/2,即d/2,其中d为水束直径。
3.根据权利要求1所述的一种利用水导激光加工高温合金格栅的工艺方法,其特征在于:所述步骤s3中,激光加工机床加工的参数为:激光利用率:100%、频率:14khz、切割速度:12mm/s、水压:350bar、氦气辅助:1l/min,所述以上参数对应的喷嘴直径为60um。
4.根据权利要求1所述的一种利用水导激光加工高温合金格栅的工艺方法,其特征在于:所述步骤s3中,所述激光加工机床加工过程中开启外部冷却模式,用于降低切割表面的污渍残留。
5.根据权利要求1所述的一种利用水导激光加工高温合金格栅的工艺方法,其特征在于:所述步骤s4中,所述激光加工机床加工结束后,将高温合金从专用夹具中取下,使用气枪去除表面污渍和残留的水渍,所述使用600目细砂纸抛光高温合金的表面,使用水枪去除表面污渍,使用气枪去除高温合金表面的水渍,所述使用游标卡尺检测高温合金加工后格栅孔的几何尺寸,使用粗糙度仪检测格栅孔表面粗糙度。
6.根据权利要求1所述的一种利用水导激光加工高温合金的工艺方法,其特征在于:所述步骤s4中,所述使用酒精的丙酮擦拭高温合金的表面,去除污渍,将高温合金放置于空气中,待高温合金风干后使用专用包装袋对高温合金进行打包。
技术总结
本发明公开了一种利用水导激光加工高温合金格栅的工艺方法,本发明涉及激光加工领域,包括以下操作步骤:S1:准备加工用材料;S2:预处理工作;S3:机床加工轨迹的设定。本发明所述的一种利用水导激光加工高温合金格栅的工艺方法,能利用水导激光实现高温合金格栅孔的高效率和高质量加工,由于水导激光是将激光约束在极细的水束中,水束直径能控制在0.05mm以下,格栅孔相邻面之间的过渡圆弧R能控制在0.1mm以内,且水导激光可直接对格栅孔轮廓进行切割,无需设计制造复杂的成型电极,也不用考虑加工过程中电极损耗造成加工尺寸稳定性差的问题,高温合金加工表面的重熔层一般可以控制在3um以内,并且表面粗糙度可以控制在Ra1.2以内。
技术研发人员:周向南,李恩典,锁红波
受保护的技术使用者:苏州中科煜宸激光智能科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!