一种用于像增强管壳体高精度加工的工装及加工方法与流程
本发明属于微光像增强器制造领域,具体涉及一种用于像增强管壳体高精度加工的工装及加工方法,通过设计像增强管壳体专用的加工夹具、刀具及加工方法,依托精密数控加工设备来实现像增强管壳体的高精度加工。
背景技术:
1、微光像增强管是微光像增强器的核心组件,属于高真空器件,微光像增强管主要是由阴极输入窗、微通道板mcp、壳体(或称“管壳”)、荧光屏及光纤面板输出窗组成,微光像增强管组成结构示意如附图1所示。
2、微光像增强管壳体(以下简称“管壳”)是制造微光像增强管的核心零部件。在微光像增强管制作时,需要根据各产品型号的设计要求,将封装的管壳加工为特定尺寸,即以管壳装配环正面为基准面,进行管壳阳极尺寸和阴极尺寸加工。
3、传统的加工方法是利用普通车床将管壳阴极环向内、装配环顶紧一次装夹,以装配环正面为基准面车削管壳隔离圈,即为阳极尺寸;再以管壳隔离圈向内,隔离圈顶紧二次装夹,以隔离圈车削面为基准面进行阴极环车削加工,即为阴极尺寸。以此方法加工管壳的阳极尺寸和阴极尺寸,管壳先后二次装夹,手动碰点控制车削,两次车削加工的基准面不同,存在累积误差,因此管壳车削尺寸精度、平行差偏差大,且人工操作质量一致性较差、效率低。
技术实现思路
1、针对上述传统方法加工管壳阳极尺寸和阴极尺寸存在累积误差,导致加工尺寸精度、平行差偏差大,且人工操作质量一致性较差、效率低的问题。本发明依托精密数控加工设备,提供了一种用于像增强管壳体高精度加工的工装及加工方法。
2、本发明采用的技术方案如下:
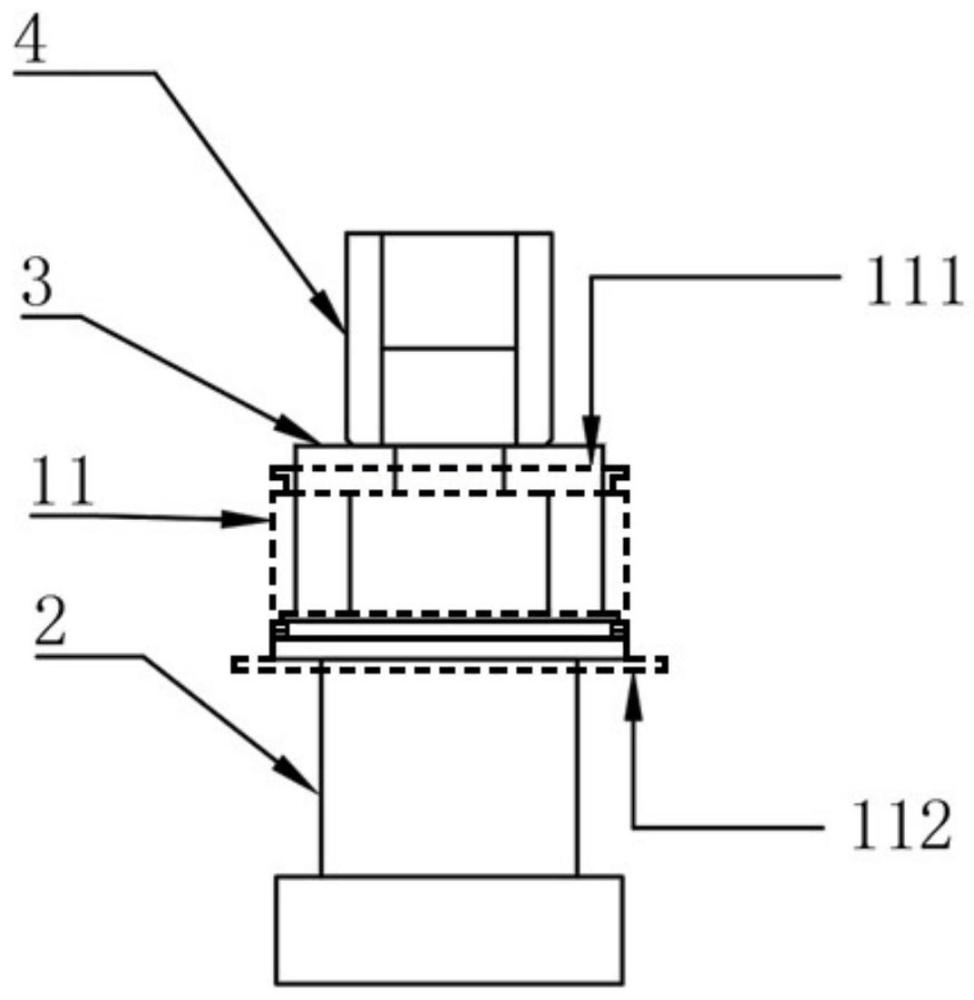
3、一种用于像增强管壳体高精度加工的工装,该工装包括管壳夹具、管壳盖板夹具、管壳定位夹具、专用阳极车削刀具和专用阴极车削刀具;所述管壳夹具通过夹持紧固在精密数控加工设备主轴上;将待加工管壳阴极环向内装入管壳夹具中,待加工管壳装配环正面紧贴管壳夹具的台阶式装配面;将管壳盖板夹具装入管壳夹具并紧贴待加工管壳装配环背面;再用管壳定位夹具通过拧紧螺纹压实管壳盖板夹具,实现紧固待加工管壳。
4、一种像增强管壳体高精度加工的专用阳极车削刀具,用于匹配所述夹具(管壳夹具、管壳盖板夹具、管壳定位夹具)对管壳隔离圈尺寸进行车削加工,专用阳极车削刀具基体由高强度合金钢制作,硬质合金刀刃,以保证刀具的切屑力。
5、一种像增强管壳体高精度加工的专用阴极车削刀具,用于匹配所述夹具(管壳夹具、管壳盖板夹具、管壳定位夹具)对管壳阴极环尺寸进行车削加工,专用阴极车削刀具基体由高强度合金钢制作,硬质合金刀刃,以保证刀具的切屑力。
6、一种像增强管壳体高精度加工的加工方法,与传统车床手工车削加工方式相比,由原来的二次装夹,基准面不同,手动碰点控制加工方式优化为一次装夹,基准面相同,依次双面数控加工方式,消除车削加工累积误差。具体加工方法步骤如下:
7、s1,将专用阳极车削刀具、专用阴极车削刀具,分别牢固地安装在精密数控加工设备的刀架上,根据管壳坐标设定,完成对刀操作。
8、s2,将管壳夹具通过夹持紧固在精密数控加工设备主轴上;将待加工管壳阴极环向内装入管壳夹具中,待加工管壳装配环正面紧贴管壳夹具的台阶式装配面;将管壳盖板夹具装入管壳夹具紧贴待加工管壳装配环背面;再用管壳定位夹具通过拧紧螺纹压实管壳盖板夹具,实现紧固待加工管壳。
9、s3,精密数控加工设备执行下列高精度加工操作:借助faunc编程系统,对待加工管壳进行建模加工设计,依据待加工管壳信息设定管壳车削工艺参数,主要包括主轴速度、车削直径、切屑深度、进给速度等,加工路径生成,完成数控加工程序的编制。
10、s4,启动精密数控设备进行程序运转,并对管壳进行试加工,该设备根据设定程序依次自动调出车削刀具进行管壳隔离圈、阴极环尺寸加工,等加工完毕,对试加工的管壳进行尺寸测量,当形状、尺寸精度不满足要求时,修正程序和刀具补偿值,然后再次进行试加工。
11、s5,管壳试加工满足要求时,精密数控加工程序切屑进给恰当、刀具形状补偿及磨损补偿量设定正确,确认管壳数控加工程序。
12、s6,将待加工管壳依次装夹,启动管壳数控加工程序进行正式加工,完成对管壳的高精度自动化加工。
13、本发明与原有技术相比,其有益效果为:
14、(1)提高了管壳阳极尺寸和阴极尺寸加工精度,加工精度由原来的±0.02mm,提升至±0.01mm以内,精度范围缩小至原有技术的50%以内。
15、(2)提高了管壳加工面的平行差,平行差由原来的±0.04mm,提升至±0.02mm以内,精度范围缩小至原有技术的50%以内。
16、(3)提升了加工效率;管壳加工用时由原来的5.45min/件缩短至1.82min/件,加工用时在原有技术基础上缩短了67%。
17、(4)提升了同类产品主要性能指标分辨力平均值的9.2%。
技术特征:
1.一种用于像增强管壳体高精度加工的工装,其特征在于,该工装包括管壳夹具(2)、管壳盖板夹具(3)、管壳定位夹具(4)、阳极车削刀具(5)及阴极车削刀具(6);所述管壳盖板夹具(3)紧贴管壳(11)装配环的背面,所述管壳定位夹具(4)用于对管壳盖板夹具(3)进行固定;
2.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
3.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
4.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
5.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
6.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
7.根据权利要求1所述的用于像增强管壳体高精度加工的工装,其特征在于:
8.一种根据权利要求1-7任一项所述的一种用于像增强管壳体高精度加工的工装的加工方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种用于像增强管壳体高精度加工的工装及加工方法,该工装包括管壳夹具、管壳盖板夹具、管壳定位夹具、阳极车削刀具及阴极车削刀具;管壳盖板夹具紧贴管壳装配环的背面,管壳定位夹具用于对管壳盖板夹具进行固定;管壳夹具呈同轴多级圆柱形状,自下而上由第一级大直径圆柱体、第二级小直径圆柱体、第三级台阶式圆柱体、第四级圆柱体和第五级圆柱体共同组成;第四级圆柱体用于与管壳盖板夹具紧密配合,第五级圆柱体与管壳定位夹具具有螺纹结构,用于压实管壳盖板夹具实现紧固管壳。本发明提高了管壳阳极尺寸、阴极尺寸加工精度及管壳加工面的平行差,提升了加工效率,提升了同类产品主要性能指标。
技术研发人员:许有毅,方舟,马怀超,谭远航,李金沙,宋奇庚,陈超,陈坤杨,李臻,许灵吉,曾进能,冯辉,阿永发
受保护的技术使用者:北方夜视技术股份有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!