一种电力金具制造成型装置及其成型方法与流程
本发明属于电力金具加工,具体涉及到一种电力金具制造成型装置及其成型方法。
背景技术:
1、送电线广泛使用的铁制或铝制金属附件,统称为金具,金具种类繁多,用途各异,例如:安装导线用的各种线夹,组成绝缘子穿的各种挂环,连接导线的各种压接管和补修管,分裂导线上的各种类型的间隔棒等,此外还有杆塔用的各类拉线金具,以及用作保护导线的大小有关,须互相配合,大部分金具在运行中需要承受较大的拉力,有的还要同时保证电气方面接触良好,它关系着导线或杆塔的安全,即使一只损坏,也可能造成线路故障,金具的质量、正确使用和安装,对线路的安全送电有一定影响。
2、抱箍是电力金具中其中的一种,防止电缆松动,现有成型装置在生产抱箍时,通常是对钢板进行加工,通过成型装置上的冲压机构对钢板进行冲压成型,虽然能够实现对钢板冲压成抱箍的形状,但是需要工作人员进行多次冲压,操作过程比较繁琐,从而降低工作效率,同时工作人员在冲压时,需要手动进行限位,不仅增加人力成本,还可能导致机械造成误伤。
技术实现思路
1、本发明所要解决的技术问题在于克服上述现有技术的缺点,提供一种电力金具制造成型装置及其成型方法。
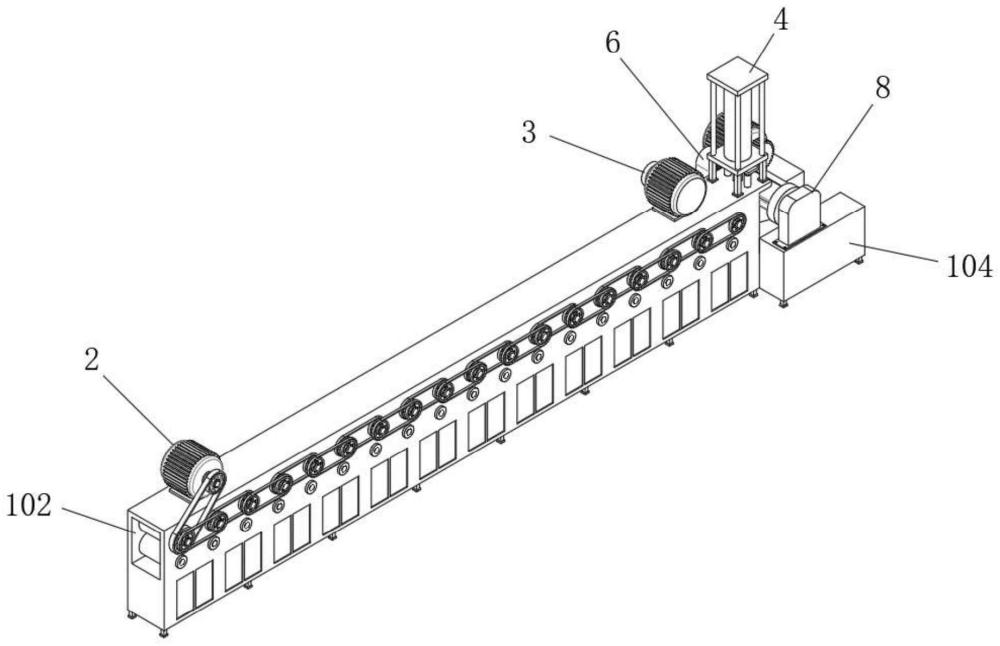
2、解决上述技术问题所采用的技术方案是:一种电力金具制造成型装置,包括支撑机构,所述支撑机构的内部设置有上部送料机构和下部送料机构;
3、所述支撑机构的一端安装有冲断机构,所述冲断机构的底部安装有缓冲机构,所述支撑机构的顶部一侧后端安装有成型机构,所述支撑机构的顶部位于成型机构另一侧位置安装有驱动机构,所述支撑机构的顶部位于成型机构前端位置固定连接有限位机构。
4、进一步的,所述支撑机构包括加工台,所述加工台的一侧开设有送料口,所述加工台的另一侧开设有出料口,所述加工台的另一侧固定连接有下料台,所述下料台的顶部开设有排料槽。
5、通过上述技术方案,工作人员可以通过出料口进行上料,通过排料槽对成型的钢板进行收集,整个过程都是有序进行,提高了对钢板加工的稳定性。
6、进一步的,所述上部送料机构包括转动连接于加工台前后端内壁之间的第一转轴,所述加工台的前后端内壁位于第一转轴一侧位置转动连接有多个第二转轴,多个所述第二转轴的外壁前端均固定连接有第一同步轮,每两个所述第一同步轮之间均安装有第一同步带,所述第一转轴和与之靠近的一个第二转轴的外壁前端均固定连接有第二同步轮,两个所述第二同步轮之间安装有第二同步带,所述第一转轴和第二转轴的外壁中心均固定连接有送料辊,所述第一转轴和第二转轴的外壁后端均转动连接有固定套,多个所述固定套的内壁均与加工台的外壁固定连接,所述加工台的顶部一侧固定连接有第一机座,所述第一机座的顶部固定连接有第一伺服电机,所述第一伺服电机输出轴和第一转轴外壁前端均固定连接有第三同步轮,两个所述第三同步轮之间安装有第三同步带。
7、通过上述技术方案,对待成型的钢板进行送料时,启动上部送料机构和下部送料机构中的第一伺服电机,两个第一伺服电机输出轴转动分别带动与之连接的第三同步轮进行转动,进而带动与之连接的两个第三同步带进行转动,与之连接的另外两个第三同步轮随之进行转动,分别带动对应的第一转轴进行转动,两个第一转轴转动带动与之连接的送料辊和第二同步轮进行转动,两个第二同步轮转动分别带动与之连接的第二同步带进行转动,从而带动与之连接的另外两个第二同步轮进行转动,进而带动与之连接的第二转轴进行转动,以此循环,多个第二转轴转动均带动与之连接的送料辊进行转动,同时上部送料机构中第一伺服电机输出轴是顺时针转动,下部送料机构中第一伺服电机输出轴是逆时针转动,进而实现带动待加工钢板进行传送。
8、进一步的,所述上部送料机构与下部送料机构结构相同。
9、通过上述技术方案,上部送料机构与下部送料机构中的结构比较紧凑,同时送料辊的宽度与待加工钢板的宽度相同,且待加工钢板的宽度与送料口宽度相同,进而能够让待加工钢板稳定在加工台内进行传送,防止待加工的钢板发生偏移,提高了对钢板成型的稳定性和精准性。
10、进一步的,所述冲断机构包括固定连接于加工台顶部另一侧的支撑架,所述支撑架的顶部固定连接有液压缸,所述液压缸活塞的底端固定连接有冲压刀,所述加工台底部内表面另一侧固定连接有刀座。
11、通过上述技术方案,钢板成型后需要将其进行切断,切断后的就是成型的抱箍,启动液压缸,液压缸通过活塞推动冲压刀,进而让冲压刀对钢板进行冲压,当冲压刀的底部与刀座的顶部贴合,实现了对成型的钢板进行切断,无需工作人员手动切断,避免冲断机构对工作人员造成误伤。
12、进一步的,所述缓冲机构包括固定连接于加工台顶部另一侧的两个固定筒,两个所述固定筒内均固定连接有缓冲弹簧,所述液压缸活塞的外壁固定连接有连接板,所述连接板的底部固定连接有两个缓冲柱,两个所述缓冲柱分别与两个固定筒滑动连接。
13、通过上述技术方案,液压缸在运行时,与液压缸活塞连接的连接板向下移动,从而推动与之连接的两个缓冲柱,使得两个缓冲柱的底端分别挤压对应的缓冲弹簧,进而实现对冲压刀进行缓冲效果,防止液压缸压力过大,对冲压刀施加的推力过大,避免冲压刀与刀座冲压时,造成破损,进一步的提高冲压刀使用寿命。
14、进一步的,所述成型机构包括固定连接于下料台顶部后端的固定座,所述固定座的前端转动连接有第三转轴,所述第三转轴的前端固定连接有连接盘,所述连接盘的前端固定连接有上成型柱,所述连接盘的前端靠近上成型柱底部位置固定连接有下成型柱,所述连接盘的前端靠近下成型柱一侧位置固定连接有下折弯柱,所述连接盘的前端靠近上成型柱顶部位置固定连接有连接轴,所述连接轴的外壁转动连接有上折弯柱。
15、通过上述技术方案,当钢板的一端通过上部送料机构和下部送料机构传送到下料台的顶部且插入上成型柱和下成型柱之间的孔隙,同时与上成型柱和下成型柱的内壁进行贴合,启动第二伺服电机,第二伺服电机通过输出轴转动带动齿轮进行转动,齿轮转动带动与之啮合的齿圈进行转动,齿圈转动带动与之固定连接的第三转轴进行转动,第三转轴转动带动连接盘进行转动,连接盘转动从而带动上成型柱、下成型柱和下折弯柱向上转动一定角度,使得让钢板向上折弯一定角度,再通过上部送料机构和下部送料机构带动钢板回收一定距离,再回转连接盘让上成型柱、下成型柱和下折弯柱进行复位,再通过上部送料机构和下部送料机构带动钢板继续传送,此时通过第二伺服电机带动连接盘向下转动一定角度,使得上成型柱外壁与钢板贴合,上部送料机构和下部送料机构带动钢板传送一定距离后,使得对钢板折弯成u型,通过成型机构实现了对钢板成型为抱箍,整个过程无线工作人员对钢板进行扶持限位,且无线多次进行冲压折弯,一次性成型,不仅过程简单,且提高了该装置成型效率。
16、进一步的,所述驱动机构包括固定连接于下料台顶部后端的第二机座,所述第二机座位于固定座的另一侧,所述第二机座的顶部固定连接有第二伺服电机,所述第三转轴的外壁中心固定连接有齿圈,所述第二伺服电机输出轴的外壁固定连接有齿轮,所述齿圈与齿轮啮合。
17、通过上述技术方案,通过驱动机构运行,省时省力,且齿圈与齿轮啮合,可以相互传递动力和转矩,具有结构简单、传动效率高和可靠性强的优点。
18、进一步的,所述限位机构包括固定连接于下料台顶部前端的支撑座,所述支撑座的后端固定连接有固定盘,所述固定盘的后端转动连接有限位圈,所述限位圈的后端中心开设有第一限位槽,所述限位圈的后端位于第一限位槽一侧位置开设有第二限位槽,所述限位圈的后端位于第一限位槽顶端位置开设有第三限位槽,组合状态下,所述上成型柱和下成型柱的前端均与第一限位槽滑动连接,所述上成型柱的前端与第三限位槽滑动连接,所述下折弯柱的前端与第二限位槽滑动连接。
19、通过上述技术方案,当成型机构进行折弯时,上成型柱和下成型柱均在第一限位槽内转动,上成型柱在第三限位槽内转动,下折弯柱在第二限位槽内转动,起到一定的限位作用,同时提高了成型机构运行时的稳定性,进而提高了对钢板成型的质量。
20、电力金具制造成型装置的成型方法,包括以下具体步骤:
21、步骤一:工作人员将钢板的一端通过送料口插入到加工台内,启动上部送料机构和下部送料机构中的第一伺服电机,两个第一伺服电机输出轴转动分别带动与之连接的第三同步轮进行转动,进而带动与之连接的两个第三同步带进行转动,与之连接的另外两个第三同步轮随之进行转动,分别带动对应的第一转轴进行转动,两个第一转轴转动带动与之连接的送料辊和第二同步轮进行转动,两个第二同步轮转动分别带动与之连接的第二同步带进行转动,从而带动与之连接的另外两个第二同步轮进行转动,进而带动与之连接的第二转轴进行转动,以此循环,多个第二转轴转动均带动与之连接的送料辊进行转动,同时上部送料机构中第一伺服电机输出轴是顺时针转动,下部送料机构中第一伺服电机输出轴是逆时针转动,进而实现带动钢板进行传送;
22、步骤二:钢板的一端通过上部送料机构和下部送料机构传送到下料台的顶部且插入上成型柱和下成型柱之间的孔隙,同时与上成型柱和下成型柱的内壁进行贴合,启动第二伺服电机,第二伺服电机通过输出轴转动带动齿轮进行转动,齿轮转动带动与之啮合的齿圈进行转动,齿圈转动带动与之固定连接的第三转轴进行转动,第三转轴转动带动连接盘进行转动,连接盘转动从而带动上成型柱、下成型柱和下折弯柱向上转动一定角度,使得让钢板向上折弯一定角度,再通过上部送料机构和下部送料机构带动钢板回收一定距离,再回转连接盘让上成型柱、下成型柱和下折弯柱进行复位,再通过上部送料机构和下部送料机构带动钢板继续传送,此时通过第二伺服电机带动连接盘向下转动一定角度,使得上成型柱外壁与钢板贴合,上部送料机构和下部送料机构带动钢板传送一定距离后,进而让钢板折弯成u型,然后再回转连接盘带动上部送料机构、下部送料机构和上成型柱进行复位;
23、步骤三:再通过上部送料机构和下部送料机构带动折弯的钢板传送一定距离后,启动液压缸,液压缸通过活塞推动冲压刀,进而让冲压刀对钢板进行冲压,当冲压刀的底部与刀座的顶部贴合,实现了对成型的钢板进行切断;
24、步骤四:液压缸在运行时,与液压缸活塞连接的连接板向下移动,从而推动与之连接的两个缓冲柱,使得两个缓冲柱的底端分别挤压对应的缓冲弹簧,进而实现对冲压刀进行缓冲效果;
25、步骤五:切断后的成型钢板掉落在排料槽上,工作人员通过排料槽对成型后的钢板进行收集,同时剩下的钢板依次通过上部送料机构、下部送料机构、冲断机构和成型机构加工成型。
26、本发明的有益效果如下:(1)本发明通过设计有支撑机构、上部送料机构和下部送料机构,待加工钢板宽度与送料口宽度相同,大大提高了上部送料机构和下部送料机构传送的稳定性,进而便于成型机构对其进行成型;(2)本发明通过设计有冲断机构和缓冲机构,通过液压缸运行自动带动成型好的钢板进行冲断,无需工作人员手动扶持限位,避免因机器造成的误伤,同时缓冲机构减轻了冲压刀冲压时的推力,提高冲压刀使用寿命;(3)本发明通过设计有成型机构、驱动机构和限位机构,整个过程该装置是一次性对钢板成型成抱箍形状,无需多次进行冲压成型,不仅过程比较简单,且成型效率较高,同时通过限位机构大大提高了对成型机构的稳定性,进而提高了对钢板成型的质量。
- 还没有人留言评论。精彩留言会获得点赞!