一种冲压模具的制作方法
本技术涉及模具领域,尤其是涉及一种冲压模具。
背景技术:
1、冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品,冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系,模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力,冲压模具为由金属和其他刚性材料制成的用于冲压成形的工具,其包括有上模、下模、冲压件、导向件等等结构。
2、在一些技术中,冲压模具在对如刀具或刀片等薄型片材需要进行冲压时,需要将片材放置于冲压模具内,由于片材薄且具有韧性,上料过程中需要对准冲压位置,而片材过薄导致容易偏移,对准冲压位置需要消耗时间,从而降低了上料效率,使得加工效率低。
技术实现思路
1、为了改善上述问题,本技术提供一种冲压模具。
2、本技术提供的一种冲压模具采用如下的技术方案:
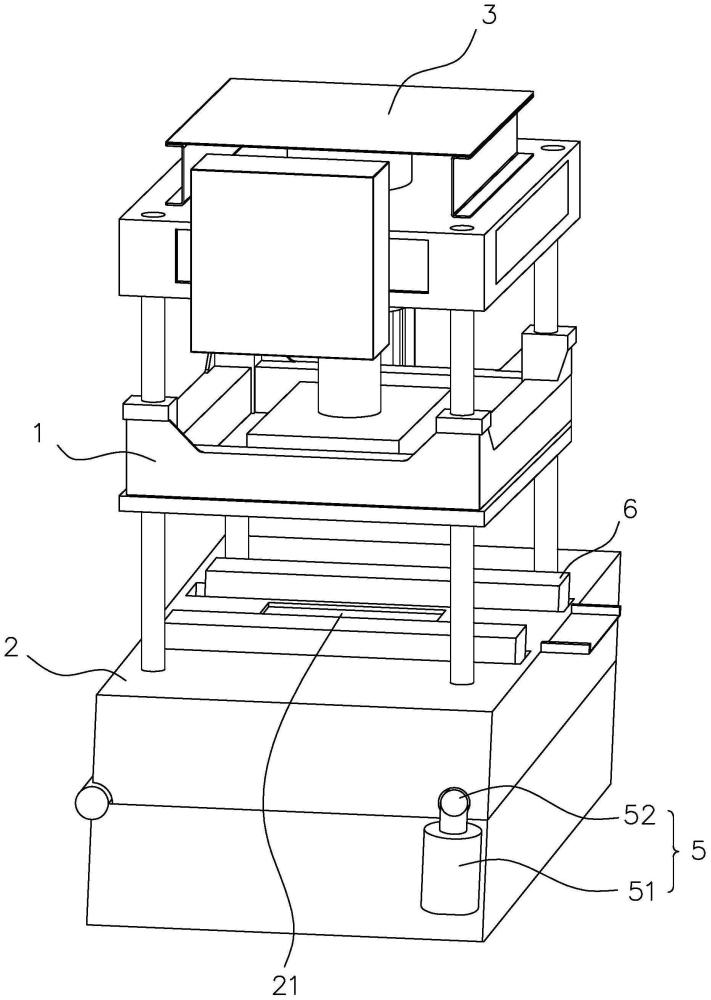
3、一种冲压模具,包括上模、下模和驱动件;所述上模与所述驱动件的驱动端连接;所述下模开设有冲压工位,所述冲压工位用于存放待加工的工件;所述驱动件驱使所述上模向所述下模移动时对所述工件进行冲压;还包括承台、倾斜机构和上料机构;所述下模与所述承台活动连接;所述上料机构存放有所述工件,所述上料机构安装于所述下模,且位于所述冲压工位的路径上,并延伸出所述下模形成供所述工件移动的移动路径;所述倾斜机构与所述承台连接,所述倾斜机构设有伸缩端,且在所述伸缩端伸长时驱使所述下模倾斜,使得所述上料机构的所述工件移动至所述冲压工位内。
4、通过采用上述技术方案,利用倾斜机构将下模与上料机构倾斜的方式使得工件自行滑落至冲压工位内,无需手动放置,提高了工件放置的便捷性,避免上模掉落至下模造成事故的隐患,提高安全性,利用上料机构限制工件的移动路径使得工件滑动时能够更稳定和准确的进入冲压工位内,从而提高了上料效率,使得加工效率提高。
5、可选的,所述上料机构包括第一存放件和限位件;所述第一存放件位于所述下模远离所述冲压工位的一侧面,且设置有存放口和滑移口,所述工件位于所述存放口内;所述限位件与所述下模顶面处连接,且所述限位件设置有两个,分别位于所述冲压工位两侧,并形成与所述冲压工位、所述滑移口连通的上料通道。
6、通过采用上述技术方案,当下模倾斜时,第一存放件与下模同步倾斜,使得第一存放件内的工件沿倾斜面进行滑移,滑移过程中通过两限位件固定工件的移动路径,使得工件沿倾斜面滑移时,移动至冲压工位处,并滑动进入冲压工位,从而达到稳定上料的作用,避免工件移动位置歪斜导致无法准确进入冲压工位的情况发生。
7、可选的,所述限位件与所述下模为插接。
8、通过采用上述技术方案,限位件与下模插接时,能够使得上模在对下模合模时,限位件插入下模内,让限位件不受上模与下模合模的影响。
9、可选的,所述限位件包括导向部和弹性部;所述下模开设有伸缩槽,所述伸缩槽位于所述冲压工位两侧;所述导向部插入所述伸缩槽内;所述弹性部一端与所述导向部连接,另一端与所述伸缩槽内底面连接,并对所述导向部提供伸出所述伸缩槽的弹力支撑。
10、通过采用上述技术方案,导向部利用弹性部的弹力作用伸出伸缩槽,当上模受到驱动件的移动时,上模与下模合模,并对工件进行冲压,而导向部受到上模的冲压作用向伸缩槽内移动,移动过程中对弹性部进行挤压,当冲压结束后,上模与下模分离,导向部失去上模的冲压而继续由弹力影响伸出伸缩槽,导向部即可继续进行限位。
11、可选的,所述限位件包括旋转驱动部、转动部、翻转部和联动部;所述冲压工位两侧均开设有契合槽;所述转动部从所述第一存放件下方贯穿所述下模与所述契合槽的内壁活动连接;所述翻转部与所述转动部连接,且位于所述契合槽内;所述联动部安装于所述转动部,且位于所述第一存放件下方;所述旋转驱动部安装于所述下模外侧壁,且驱动端与所述转动部连接;所述翻转部的厚度小于或等于所述契合槽的深度。
12、通过采用上述技术方案,当需要上料时,旋转驱动部的驱动端带动转动部旋转,转动部旋转过程中带动联动部和翻转部旋转,联动部提供另一限位件的驱动,使得两转动部同时相对旋转,旋转时两翻转部从契合槽内转动而出,并立在下模表面,两翻转部形成限制工件移动的上料通道,通过该方式的限位件能够不会使翻转部受压,可延长翻转部的使用寿命。
13、可选的,所述上料机构还包括第一感应件;所述第一感应件安装于所述第一存放件上,且与所述工件抵接。
14、通过采用上述技术方案,当工件放置于第一存放件上时,会压到第一感应件,使得第一感应件感应到压力变化,从而便于确定第一存放件上是否存在工件,避免一次性放置过多工件导致多余工件在受到倾斜时掉落出下模。
15、可选的,所述上料机构还包括推动件;所述推动件与所述第一存放件连接;所述推动件的推动端贯穿所述第一存放件,并将所述工件从所述滑移口推至所述上料通道。
16、通过采用上述技术方案,推动件的主要作用在于工件无法受到重力作用沿倾斜面滑动至冲压工位时,可利用推动端将工件辅助推动,或直接推动至冲压工位,保证工件更稳定的进入冲压工位。
17、可选的,所述推动件的推动端设置有防偏部,所述防偏部上开设有防偏槽,且所述防偏槽的内槽壁为倾斜面;所述第一存放件远离所述下模一端为开口,且所述工件的长度大于所述第一存放件长度。
18、通过采用上述技术方案,当下模倾斜后,工件无法沿倾斜面滑落时,防偏部受到推动端的驱使向第一存放件移动,防偏部与第一存放件处于同一水平直线上,使得工件位于第一存放件上并伸出开口时,防偏部的防偏槽卡住工件的边缘,使得工件被推动至上料通道内,并与防偏部分离沿倾斜面滑动冲压工位内。
19、可选的,所述下模远离所述第一存放件另一侧设置有第二存放件,且所述第二存放件内设置有第二感应件;所述第二存放件远离所述下模一侧设置有封口部。
20、通过采用上述技术方案,当第一存放件的工位沿上料通道移动至冲压工位,但没有进入冲压工位而是直接越过冲压工位时,工件滑动至第二存放件,并压住第二感应件,第二感应件感应到压力变化,因此可发出警报,提示工人检查第二存放件和冲压工位,以保证冲压的准确性。
21、一种冲压模具的控制方法,应用于上述冲压模具,包括有控制器,所述控制器与所述驱动件、所述上料机构、所述倾斜机构电连接,包括如下步骤:
22、所述工件放置于所述第一存放件,并压住所述第一感应件,所述第一感应件发送第一受压信号至所述控制器;
23、所述控制器接收所述第一受压信号,并发送倾斜指令至所述倾斜机构;
24、所述倾斜机构响应所述倾斜指令,将所述下模整体倾斜,使得所述工件从所述滑移口沿所述上料通道滑动;
25、所述工件滑动至所述冲压工位;
26、所述控制器在预设时间内未收到所述第二感应件的第二受压信号时,发送复位信号至所述倾斜机构;
27、所述倾斜机构响应复位信号,将所述下模复位至所述承台表面,所述倾斜机构发送复位完成的反馈信号至所述控制器;
28、所述控制器接收所述反馈信号,并发送冲压信号至所述驱动件;
29、所述驱动件响应所述冲压信号,并带动所述上模对所述冲压工位以及所述工件进行冲压;
30、其中,所述工件滑动越过所述冲压工位时,所述工件滑动至所述下模倾斜末端的所述第二存放件处,并压住所述第二感应件,所述第二感应件发送所述第二受压信号至所述控制器;
31、所述控制器接收所述第二受压信号,并发送警示信号,提醒重置所述工件位置。
32、通过采用上述技术方案,利用上述控制方法可便于更稳定的对工件进行上料,同时可检测出工件是否上料完成。
33、综上所述,本技术包括以下至少一种有益技术效果:
34、1、利用倾斜机构将下模与上料机构倾斜的方式使得工件自行滑落至冲压工位内,无需手动放置,提高了工件放置的便捷性,避免上模掉落至下模造成事故的隐患,提高安全性,利用上料机构限制工件的移动路径使得工件滑动时能够更稳定和准确的进入冲压工位内,从而提高了上料效率,使得加工效率提高;
35、2、当下模倾斜时,第一存放件与下模同步倾斜,使得第一存放件内的工件沿倾斜面进行滑移,滑移过程中通过两限位件固定工件的移动路径,使得工件沿倾斜面滑移时,移动至冲压工位处,并滑动进入冲压工位,从而达到稳定上料的作用,避免工件移动位置歪斜导致无法准确进入冲压工位的情况发生;
36、3、导向部利用弹性部的弹力作用伸出伸缩槽,当上模受到驱动件的移动时,上模与下模合模,并对工件进行冲压,而导向部受到上模的冲压作用向伸缩槽内移动,移动过程中对弹性部进行挤压,当冲压结束后,上模与下模分离,导向部失去上模的冲压而继续由弹力影响伸出伸缩槽,导向部即可继续进行限位;
37、4、当需要上料时,旋转驱动部的驱动端带动转动部旋转,转动部旋转过程中带动联动部和翻转部旋转,联动部提供另一限位件的驱动,使得两转动部同时相对旋转,旋转时两翻转部从契合槽内转动而出,并立在下模表面,两翻转部形成限制工件移动的上料通道,通过该方式的限位件能够不会使翻转部受压,可延长翻转部的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!