一种T型接头熔透焊缝施工方法与流程
本发明涉及焊接,尤其涉及一种t型接头熔透焊缝施工方法。
背景技术:
1、钢结构件中焊接h型钢柱及十字柱t型主焊缝通常在节点位置采用全熔透,施焊时常采用气体保护焊进行打底、填充至于坡口平齐,然后进行埋弧盖面;背面气体保护焊施焊前需采用传统碳弧气刨工艺进行清根,造成大量的成本及用工浪费,且影响施工效率,环境污染;碳弧气刨时,额外增加了大量热输入,且削弱钝边支撑力,造成较大的角变形碳弧气刨作时,由于技能水平的差异,部分焊缝出现刨槽不规则的情况,易在焊缝根部产生夹渣缺陷。
2、现有技术公开了一种免清根t型熔透焊接接头的组装与焊接方法,将腹板垂直安放在翼板中心线上,用co2气体保护焊在放置焊丝头的各位置进行点焊;每隔一段距离在翼板与腹板单侧倾斜安放防变形支撑;进行焊剂的敷设,焊剂的敷设位置为腹板施焊点的背面;最后采用埋弧焊进行填充、盖面层的焊接。该方案虽然为免清根t型熔透焊接,但其焊剂未设置承托结构,需要刚性支撑来固定,每隔一段距离在翼板与腹板单侧倾斜安放防变形支撑,操作比较麻烦,所需部件较多;而且其操作过程中采用大电流、高电压,焊接速度快,造成焊接热输入较大,焊接变形不易控制,焊缝热影响区变大,焊接接头力学性能变差;并且存在碳弧气刨环节,就会额外增加热输入,且削弱钝边支撑力,易在焊缝根部产生夹渣缺陷。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种t型接头熔透焊缝施工方法,通过焊接接头优化,并设置托板,填充焊剂、调整焊接工艺,解决了无需清根即可进行背部焊缝的施焊;并且消除碳弧气刨环节,满足t型焊接接头熔透焊缝质量要求。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
3、本发明的实施例提供了一种t型接头熔透焊缝施工方法,包括:
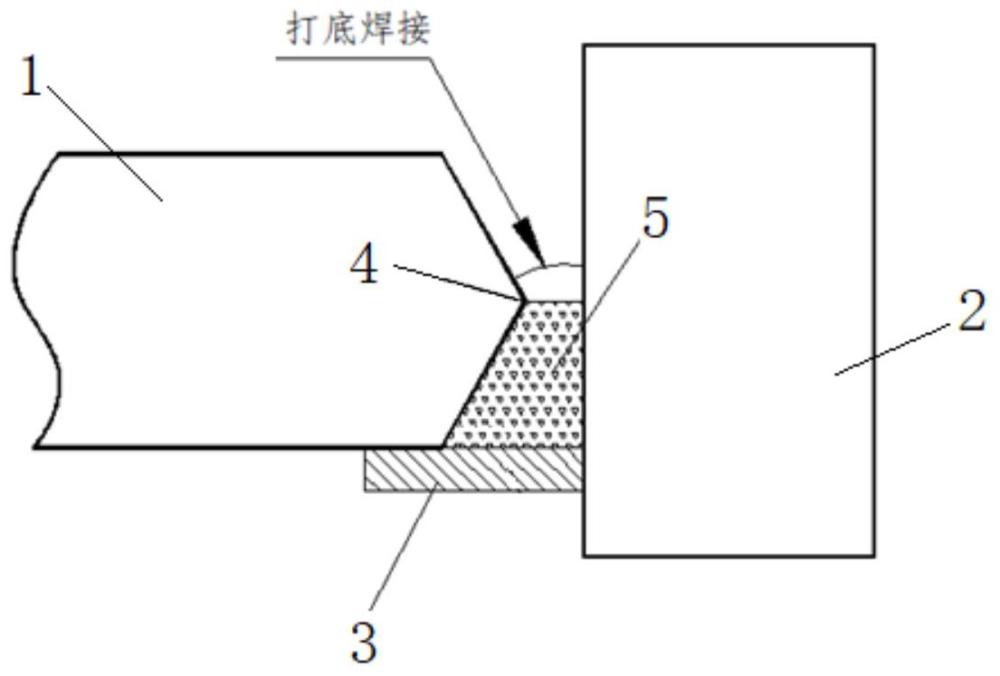
4、在焊接接头全熔透坡口一侧设置托板,托板一端与母材紧密贴合,并采用定位焊固定;
5、从坡口另一侧填充焊剂,焊剂填充高度与坡口根部对齐;
6、进行坡口侧焊接,打底焊缝采用小电流摆动焊接,确保打底焊缝与坡口侧壁融合;
7、待正面坡口焊接至少两道后,去除背部焊剂的托板并清理焊剂,在焊缝背部成型后,进行焊缝两面对称交替施焊。
8、作为进一步的实现方式,小电流摆动焊接过程中,焊接电流为180-200a,电弧电压为25-27a,焊接速度为25-30cm/min。
9、作为进一步的实现方式,填充盖面层的焊接采用埋弧自动焊。
10、作为进一步的实现方式,埋弧自动焊的焊接电流为500-550a,电弧电压为32-34a,焊接速度为30-35cm/min。
11、作为进一步的实现方式,所述坡口根部距母材6-8mm,焊接接头两侧坡口角度为40°。
12、作为进一步的实现方式,所述托板平行于焊接接头轴向,且托板与焊接接头具有设定衔接长度。
13、作为进一步的实现方式,所述托板宽度比坡口边缘间隙大5-8mm,长度为焊缝通长。
14、作为进一步的实现方式,所述托板为刚性托板。
15、作为进一步的实现方式,所述焊剂内无杂质。
16、作为进一步的实现方式,观察焊缝背部成型,确认无缺陷后,进行反面焊接,焊接参数与小电流摆动焊接过程等同。
17、本发明的有益效果如下:
18、(1)本发明通过托板承托焊剂,且填充高度与坡口根部对齐,不超过根部;同时,打底焊缝采用小电流摆动焊接,从而使打底焊缝与坡口侧壁融合,以省去碳弧气刨环节,避免在焊缝根部产生夹渣缺陷,满足t型焊接接头熔透焊缝质量要求。
19、(2)本发明的小电流摆动焊接过程中,焊接电流为180-200a,电弧电压为25-27a,焊接速度为25-30cm/min,能够使焊接变形容易控制,焊缝热影响区较小,焊接接头力学性能较好;在焊缝背部成型后,采用两面对称交替施焊,能够控制好t型焊接接头的收缩和变形。
20、(3)本发明托板具有刚性,且其宽度根据坡口尺寸进行调整,宽度比坡口边缘间隙大5-8mm,长度为焊缝通长,能够起到对焊剂更好的承托作用。
技术特征:
1.一种t型接头熔透焊缝施工方法,其特征在于,包括:
2.根据权利要求1所述的一种t型接头熔透焊缝施工方法,其特征在于,小电流摆动焊接过程中,焊接电流为180-200a,电弧电压为25-27a,焊接速度为25-30cm/min。
3.根据权利要求1或2所述的一种t型接头熔透焊缝施工方法,其特征在于,填充盖面层的焊接采用埋弧自动焊。
4.根据权利要求3所述的一种t型接头熔透焊缝施工方法,其特征在于,埋弧自动焊的焊接电流为500-550a,电弧电压为32-34a,焊接速度为30-35cm/min。
5.根据权利要求1所述的一种t型接头熔透焊缝施工方法,其特征在于,所述坡口根部距母材6-8mm,焊接接头两侧坡口角度为40°。
6.根据权利要求1所述的一种t型接头熔透焊缝施工方法,其特征在于,所述托板平行于焊接接头轴向,且托板与焊接接头具有设定衔接长度。
7.根据权利要求6所述的一种t型接头熔透焊缝施工方法,其特征在于,所述托板宽度比坡口边缘间隙大5-8mm,长度为焊缝通长。
8.根据权利要求1或6所述的一种t型接头熔透焊缝施工方法,其特征在于,所述托板为刚性托板。
9.根据权利要求1所述的一种t型接头熔透焊缝施工方法,其特征在于,所述焊剂内无杂质。
10.根据权利要求1所述的一种t型接头熔透焊缝施工方法,其特征在于,观察焊缝背部成型,确认无缺陷后,进行反面焊接,焊接参数与小电流摆动焊接过程等同。
技术总结
本发明公开了一种T型接头熔透焊缝施工方法,涉及焊接技术领域,包括:在焊接接头全熔透坡口一侧设置托板,托板一端与母材紧密贴合,并采用定位焊固定;从坡口另一侧填充焊剂,焊剂填充高度与坡口根部对齐;进行坡口侧焊接,打底焊缝采用小电流摆动焊接,确保打底焊缝与坡口侧壁融合;待正面坡口焊接至少两道后,去除背部焊剂的托板并清理焊剂,在焊缝背部成型后,进行焊缝两面对称交替施焊。本发明通过焊接接头优化,并设置托板,填充焊剂、调整焊接工艺,解决了无需清根即可进行背部焊缝的施焊;并且消除碳弧气刨环节,满足T型焊接接头熔透焊缝质量要求。
技术研发人员:杨明波,寻知磊,庄攀,党文涛
受保护的技术使用者:山东方垠智能制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!