一种铝/镁合金自行车轮子的成型装置及轮子成型方法与流程
本发明属于合金塑性成型,具体涉及一种铝/镁合金自行车轮子的成型装置及轮子成型方法。
背景技术:
1、随着人们对自行车的轻量化,美观的要求不断提高,尤其作为转动部分的自行车轮圈的减重尤为重要,这关系到自行车的刹车和启动对体力的消耗。在减重上,轻合金在自行车上显示出巨大的优越性。尤其镁合金,不仅质量轻,比强度高,而且阻尼性能好,是用于制造自行车轮圈的良好减震材料。
2、目前,自行车轮圈大多为钢圈,少量高档自行车使用铸造铝合金和镁合金轮圈,可铸造产品本身表面氧化做不好,基本上都是油漆类产品,更别提复杂的氧化套色了,导致产品美观无法得到质的提升,这样铝合金和镁合金自行车轮圈与钢圈比较并无优势,也达不到明显的减重效果。
技术实现思路
1、为了克服以上不足,本发明提供一种铝/镁合金自行车轮子的成型装置及轮子成型方法。
2、为了实现上述目的,本发明采用的技术方案为:
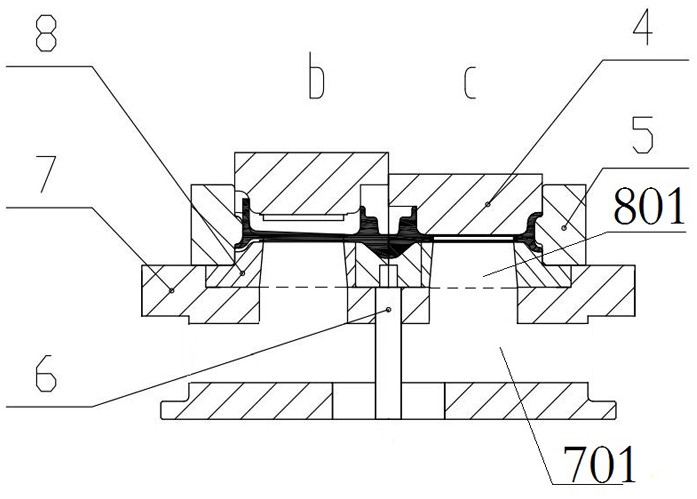
3、一种铝/镁合金自行车轮子的成型装置,包括预成型模具和精整模具,经过所述预成型模具制备的毛坯通过所述精整模具进一步精修成型,所述精整模具包括精整上模、精整模腔、精整顶出器、下模座和精整下模,所述精整模腔为两瓣模腔,每瓣模腔均通过开合模油缸带动进行开模、合模,所述精整下模设有冲切落料窗口,该冲切落料窗口与精整上模的冲头配合,冲切落料窗口与下模座上的落料口相连通。
4、进一步优化,所述精整下模安装在所述下模座上,并与下模座通过螺钉连接。
5、进一步优化,所述预成型模具包括预成型上模、预成型下模、预成型顶出器。
6、进一步优化,通过预成型模具制备的毛坯的外径与预成型下模外径相同,毛坯内径尺寸与预成型下模内芯外圆相同。
7、用铝/镁合金自行车轮子的成型装置制备轮子的方法,具体步骤为:
8、步骤一、将轻合金坯料按预成型下模中的预设定位尺寸下料形成柱坯并放入预成型下模中,压力机推动预成型上模下行,保压10s,压机回程,预成型顶出器顶出预制毛坯;
9、步骤二、将预制毛坯沿轴向上下翻转,放入精整上模定位处,精整模腔在油缸的合模推动下合模,压机推动精整上模下行,保压10s,压机回程,精整模腔在油缸的回程下开模,精整顶出器向上顶出产品,即可得到成品的轮圈毛坯。
10、进一步优化,所述轻合金坯料为将铸态或挤压态毛坯经均匀化处理后得到的柱坯。
11、进一步优化,所述轻合金坯料为镁合金坯料或铝合金坯料。
12、进一步优化,所述镁合金成型温度为350~420℃,铝合金成型温度为380~450℃。
13、本发明的有益效果为:
14、本发明能够将自行车轮圈的生产简单化、批量化,且能够得到锻压态组织性能,比起传统的压铸自行车轮圈毛坯,不仅可以减轻轮圈重量,提高产品品质打下基础,而且力学性能及可靠度更高,并且,使得铝合金或者镁合金自行车轮圈与铁质圈比较更具竞争力优势。
技术特征:
1.一种铝/镁合金自行车轮子的成型装置,包括预成型模具和精整模具,其特征在于,经过所述预成型模具制备的毛坯通过所述精整模具进一步精修成型,所述精整模具包括精整上模(4)、精整模腔(5)、精整顶出器(6)、下模座(7)和精整下模(8),所述精整模腔(5)为两瓣模腔,每瓣模腔均通过开合模油缸带动进行开模、合模,所述精整下模(8)设有冲切落料窗口(801),该冲切落料窗口(801)与精整上模(4)的冲头配合,冲切落料窗口(801)与下模座(7)上的落料口(701)相连通。
2.如权利要求1所述的一种铝/镁合金自行车轮子的成型装置,其特征在于,所述精整下模(8)安装在所述下模座(7)上,并与下模座(7)通过螺钉连接。
3.如权利要求1所述的一种铝/镁合金自行车轮子的成型装置,其特征在于,所述预成型模具包括预成型上模(1)、预成型下模(2)、预成型顶出器(3)。
4.如权利要求3所述的一种铝/镁合金自行车轮子的成型装置,其特征在于,通过预成型模具制备的毛坯的外径与预成型下模(2)外径相同,毛坯内径尺寸与预成型下模(2)内芯外圆相同。
5.用铝/镁合金自行车轮子的成型装置制备轮子的方法,其特征在于,具体步骤为:
6.如权利要求5所述的用铝/镁合金自行车轮子的成型装置制备轮子的方法,其特征在于,所述轻合金坯料为将铸态或挤压态毛坯经均匀化处理后得到的柱坯。
7.如权利要求5所述的用铝/镁合金自行车轮子的成型装置制备轮子的方法,其特征在于,所述轻合金坯料为镁合金坯料或铝合金坯料。
8.如权利要求5所述的用铝/镁合金自行车轮子的成型装置制备轮子的方法,其特征在于,所述镁合金成形温度为350~420℃,铝合金成形温度为380~450℃。
技术总结
一种铝/镁合金自行车轮子的成型装置及轮子成型方法,包括预成型模具和精整模具,经过所述预成型模具制备的毛坯通过所述精整模具进一步精修成型,所述精整模具包括精整上模、精整模腔、精整顶出器、下模座和精整下模,所述精整模腔为两瓣模腔,每瓣模腔均通过开合模油缸带动进行开模、合模,所述精整下模设有冲切落料窗口,该冲切落料窗口与精整上模的冲头配合,冲切落料窗口与下模座上的落料口相连通。本发明能够将自行车轮圈的生产简单化、批量化,且能够得到锻压态组织性能,比起传统的压铸自行车轮圈毛坯,不仅可以减轻轮圈重量,提高产品品质打下基础,而且力学性能及可靠度更高,并且,使得铝合金或者镁合金自行车轮圈与铁质圈比较更具竞争力优势。
技术研发人员:方朋
受保护的技术使用者:江苏宗颐新材料科技有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!