一种曲面工件和加工治具以及各自的制造方法与流程
本发明涉及激光加工,特别是一种曲面工件和加工治具以及各自的制造方法。
背景技术:
1、对产品进行高精度激光加工时,需要对产品进行精确定位以保证加工精度。采用ccd(charge coupled device,电耦合器件)视觉系统获取产品的位置信息,并通过算法确定工件的准确空间位置是一种常用手段,在ccd视觉系统采集数据时,需要较好的环境光配合以保证ccd采集图像的质量稳定可靠。
2、在曲面工件的加工过程中,精确定位是非常重要的工艺环节。曲面工件在加工过程中由三维移动装置带动运动,采集定位数据时提供的背光可能会被三维移动装置或者工件本体挡住,导致采集的用于定位的图像不够清晰或者无法完全采集,这导致根据这些不够清晰的图像得出的定位数据也不够精确或者无法获取定位数据,十分影响曲面透明基板的加工效果,导致产品良率较低,造成生产资源的浪费。
技术实现思路
1、本发明实施例要解决的技术问题在于,提供一种曲面工件和加工治具以及各自的制造方法,以解决现有技术中对曲面工件进行加工时由于光源被遮挡导致的无法获取定位数据的问题。
2、本发明公开了一种加工治具的制造方法,所述加工治具用于加工曲面工件,所述加工治具的制造方法包括:
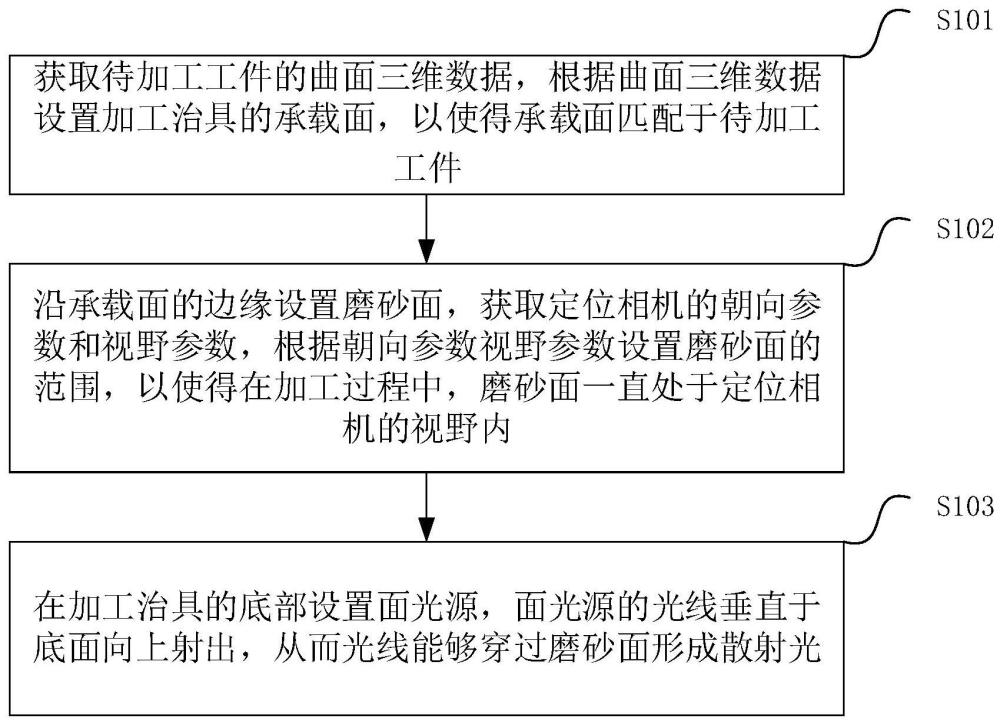
3、获取待加工工件的曲面三维数据,根据所述曲面三维数据设置所述加工治具的承载面,以使得所述承载面匹配于所述待加工工件;
4、沿所述承载面的边缘设置磨砂面,获取定位相机的朝向参数和视野参数,根据所述朝向参数和所述视野参数设置所述磨砂面的范围,以使得在加工过程中,需要定位的所述待加工的工件的边缘投影于所述磨砂面上,且所述磨砂面一直处于所述定位相机的视野内;
5、在所述加工治具的底部设置面光源,所述面光源的光线垂直于底面向上射出,从而光线能够穿过所述磨砂面形成散射光;
6、其中,所述加工治具采用透明材料,所述磨砂面连接所述承载面。
7、可选地,所述根据所述朝向参数所述视野参数设计磨砂面的范围的步骤,包括:
8、获取所述待加工工件的定位点参数,根据所述定位点参数和所述曲面三维参数获取每个定位点在加工时的位置信息,获取所述定位相机在所述位置信息进行数据采集时的偏移量;
9、根据所述朝向参数和所述视野参数获取拍摄极限角度,根据所述拍摄极限角度和所述偏移量获取所述范围。
10、可选地,所述根据所述拍摄极限角度和所述偏移量获取所述范围的步骤,包括:
11、分别根据所述偏移量中的上偏移量和下偏移量计算出所述磨砂面的上边界位置和下边界位置;或
12、根据所述偏移量中的上偏移量和下偏移量中的一个计算出所述磨砂面的上边界位置和下边界位置中的一个,并通过轴对称的方法推算出另一个。
13、可选地,所述根据所述拍摄极限角度和所述偏移量获取所述范围的步骤,包括:
14、根据所述拍摄极限角度获取拍摄每个定位点时的视野高度,所述范围不超过所述视野高度。
15、可选地,所述根据所述曲面三维数据设计所述加工治具的承载面的步骤,包括:
16、获取所述待加工工件的外边缘曲线,根据预设的内缩算法和内缩参数获取所述外边缘曲线对应的内缩边缘曲线;
17、获取所述待加工工件需要与所述承载面接触的接触面,以所述内缩边缘曲线为基准,构建包围所述接触面且与所述内缩边缘曲线相切的曲面作为所述承载面。
18、可选地,所述沿所述承载面的边缘设置磨砂面的步骤,包括:
19、获取所述待加工工件的边缘轮廓与所述接触面接触处的法线方向,根据所述法线方向获取所述磨砂面的倾斜方向。
20、可选地,所述在所述加工治具的底部设置面光源的步骤,包括:
21、获取所述待加工工件在所述面光源的垂直方向上的投影区域,根据所述投影区域设置所述面光源区域,以使得所述面光源区域包括所述投影区域。
22、本发明还公开了一种加工治具,所述加工治具为采用如上所述的方法制造出的加工治具。
23、本发明还公开了一种曲面工件的制造方法,包括:
24、将待加工工件通过真空吸附的方式设置于加工治具上,点亮所述加工治具中的面光源,并驱动所述定位相机处于工作状态;
25、驱动机械手带动所述加工治具运动,确保在运动过程中所述定位相机获取到的所述待加工工件的投影始终位于所述加工治具的磨砂面上;
26、根据所述定位相机采集到的定位信息获取所述待加工工件的实际三维坐标信息,驱动激光器根据所述实际三维坐标信息射出激光对所述待加工工件进行加工;
27、其中,所述加工治具为如上所述的加工治具。
28、本发明还公开了一种曲面工件,其特征在于,所述曲面工件为通过如上所述的方法制造出的曲面工件。
29、与现有技术相比,本发明实施例提供的加工治具的制造方法的有益效果在于:通过获取待加工工件的曲面三维数据,并设置加工治具的承载面以匹配工件曲面,可以确保工件在加工过程中与治具的接触面紧密贴合。这有助于提高加工的精度和稳定性,并减少加工过程中的误差和变形,通过根据定位相机的朝向参数和视野参数设置磨砂面的范围,使待加工工件的边缘投影在磨砂面上,可以实现对待加工工件边缘的精确定位。在加工治具的底部设置面光源,并使光线穿过磨砂面形成散射光,可以实现对待加工工件的均匀照明,机械手将不会遮挡光源,这样定位相机能够更加清晰的获取待加工工件边缘,进一步提升定位的精准度。
技术特征:
1.一种加工治具的制造方法,其特征在于,所述加工治具用于加工曲面工件,所述加工治具的制造方法包括:
2.根据权利要求1所述的加工治具的制造方法,其特征在于,所述根据所述朝向参数所述视野参数设计磨砂面的范围的步骤,包括:
3.根据权利要求2所述的加工治具的制造方法,其特征在于,所述根据所述拍摄极限角度和所述偏移量获取所述范围的步骤,包括:
4.根据权利要求2所述的加工治具的制造方法,其特征在于,所述根据所述拍摄极限角度和所述偏移量获取所述范围的步骤,包括:
5.根据权利要求1-4任一项所述的加工治具的制造方法,其特征在于,所述根据所述曲面三维数据设计所述加工治具的承载面的步骤,包括:
6.根据权利要求5所述的加工治具的制造方法,其特征在于,所述沿所述承载面的边缘设置磨砂面的步骤,包括:
7.根据权利要求1所述的加工治具的制造方法,其特征在于,所述在所述加工治具的底部设置面光源的步骤,包括:
8.一种加工治具,其特征在于,所述加工治具为采用权利要求1-7任一项所述的方法制造出的加工治具。
9.一种曲面工件的制造方法,其特征在于,包括:
10.一种曲面工件,其特征在于,所述曲面工件为通过权利要求9所述的方法制造出的曲面工件。
技术总结
本发明涉及激光加工技术领域,特别是一种曲面工件和加工治具以及各自的制造方法。该方法包括:获取待加工工件的曲面三维数据,根据曲面三维数据设置加工治具的承载面,以使得承载面匹配于待加工工件;沿承载面的边缘设置磨砂面,获取定位相机的朝向参数和视野参数,根据朝向参数视野参数设置磨砂面的范围,以使得在加工过程中,需要定位的待加工的工件的边缘投影于磨砂面上,且磨砂面一直处于定位相机的视野内;在加工治具的底部设置面光源,面光源的光线垂直于底面向上,从而光线能够穿过磨砂面形成散射光;其中,加工治具采用透明材料,磨砂面连接承载面。本发明能够有效提升定位的精准度。
技术研发人员:袁剑,黎锦宁,卢孙平,王琪,李善基
受保护的技术使用者:深圳铭创智能装备有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!