一种山区小口径碳钢管道自动氩弧焊焊接施工方法与流程
本发明涉及油气管道焊接,具体涉及一种山区小口径碳钢管道自动氩弧焊焊接施工方法。
背景技术:
1、当前石油天然气行业大口径长输管道焊接施工一般都采用全自动焊或组合自动焊工艺。在小口径碳钢管道(φ200mm以下管径)建设一般都还在使用传统的手工焊形式进行焊接施工。手工焊焊接工艺的质量主要依赖焊接操作人员的技能水平,且手工焊设备目前无法实现全过程数据自动记录、监控和上传功能,因此质量隐患较大。
2、由于日益增长的人工成本和手工焊接的质量可追溯性差的原因,小口径碳钢的油气管道采用自动焊的趋势将会越来越大,因此需要对小口径碳钢管道的自动焊焊接施工方法进行相应的开发和研究。在天然气内部集输中,管道一般采用镍基合金管道或双金属复合管道,采用自动氩弧焊进行焊接施工,该工艺适用于原料气或者酸性介质管道焊接施工,且需要用到的焊接设备和辅助设备较多,焊接施工成本较大。
技术实现思路
1、本发明提供一种山区小口径碳钢管道自动氩弧焊焊接施工方法,旨在解决现有技术中的问题。
2、本发明解决上述技术问题的技术方案如下:
3、一种山区小口径碳钢管道自动氩弧焊焊接施工方法,包括以下具体步鄹:
4、s1:采用氩弧自动焊焊接设备将第一根管道和第二根管道的一端进行根焊焊接;
5、s2:采用氩弧自动焊焊接设备将第一根管道和第二根管道的一端继续进行焊接,完成余下部分的焊接形成满焊;
6、s3:按照所述s1和s2的步鄹完成多根管道的焊接。
7、本发明的有益效果是:焊接过程中,多根管道依次按照上述步骤进行焊接,焊接效率高。
8、本发明焊接工艺简单,焊接质量高,焊接合格率高,施工效率高,解决了小口径管道现场热煨弯管无法加工热煨弯管坡口的问题,简化了工序,减少设备投入成本。
9、在上述技术方案的基础上,本发明还可以做如下改进。
10、进一步,所述s1包括以下具体步骤:
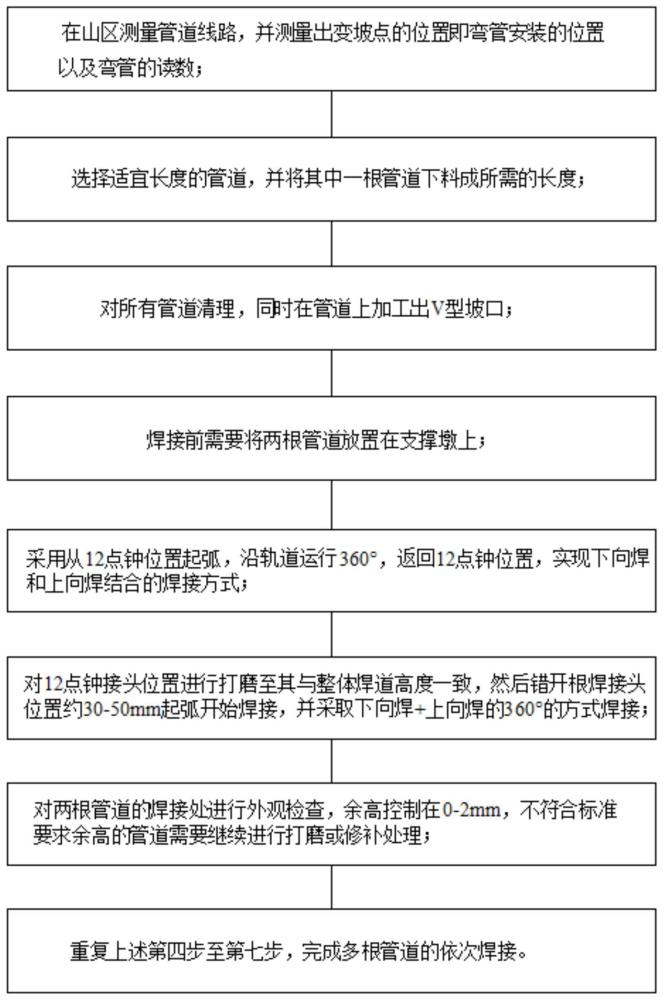
11、采用从12点钟位置起弧,沿轨道运行360°,返回12点钟位置,实现下向焊和上向焊结合的焊接方式。
12、采用上述进一步方案的有益效果是焊接方式特殊,焊接质量好,且焊接效率高。
13、进一步,所述s2包括以下具体步骤:
14、对12点钟接头位置进行打磨至其与整体焊道高度一致,然后错开根焊接头位置约30-50mm起弧开始焊接,并采取下向焊+上向焊的360°的方式焊接。
15、采用上述进一步方案的有益效果是焊接方式特殊,焊接质量好,且焊接效率高。
16、进一步,所述s2与所述s3之间还包括:
17、对两根管道的焊接处进行外观检查,余高控制在0-2mm,不符合标准要求余高的管道需要继续进行打磨或修补处理。
18、采用上述进一步方案的有益效果是设计合理,对焊接后的管道进行外观检查,进一步保证焊接的质量。
19、进一步,所述s1中焊接前需要将两根管道放置在支撑墩上。
20、采用上述进一步方案的有益效果是设计合理,利用支撑墩方便放置管道,以便进行焊接作业。
21、进一步,所述s1中支撑墩的高度大于500mm。
22、采用上述进一步方案的有益效果是上述支撑墩的高度设置合理,方便进行焊接作业。
23、进一步,所述s1中位于支撑墩上的两根管道之间的间距为0-0.5mm。
24、采用上述进一步方案的有益效果是两根管道之间的间距设置合理,方便后续焊接作业的进行。
25、进一步,所述s1之前还包括s0:管道清理,同时在管道上加工出v型坡口。
26、采用上述进一步方案的有益效果是对管道颞部的油渍及铁锈进行处理,同时加工出v型坡口,以为后续焊接作业做准备。
27、进一步,所述s0之前还包括:选择适宜长度的管道,并将其中一根管道下料成所需的长度。
28、采用上述进一步方案的有益效果是对其中一个管道下料成所需的长度,以便满足管道线路的长度。
29、进一步,管道选取之前还包括:在山区测量管道线路,并测量出变坡点的位置即弯管安装的位置以及弯管的读数。
30、采用上述进一步方案的有益效果是预先测量管道线路的长度,并测量出弯头安装的位置以及弯头的读数,以便后续选择合适的弯头和管道。
技术特征:
1.一种山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,包括以下具体步鄹:
2.根据权利要求1所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,所述s1包括以下具体步骤:
3.根据权利要求1所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,所述s2包括以下具体步骤:
4.根据权利要求1-3任一项所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,所述s2与所述s3之间还包括:
5.根据权利要求1-3任一项所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于:所述s1中焊接前需要将两根管道放置在支撑墩上。
6.根据权利要求5所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于:所述s1中支撑墩的高度大于500mm。
7.根据权利要求5所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于:所述s1中位于支撑墩上的两根管道之间的间距为0-0.5mm。
8.根据权利要求1-3任一项所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,所述s1之前还包括s0:管道清理,同时在管道上加工出v型坡口。
9.根据权利要求8所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,所述s0之前还包括:选择适宜长度的管道,并将其中一根管道下料成所需的长度。
10.根据权利要求9所述的山区小口径碳钢管道自动氩弧焊焊接施工方法,其特征在于,管道选取之前还包括:在山区测量管道线路,并测量出变坡点的位置即弯管安装的位置以及弯管的读数。
技术总结
本发明涉及一种山区小口径碳钢管道自动氩弧焊焊接施工方法,包括以下具体步鄹:S1:采用氩弧自动焊焊接设备将第一根管道和第二根管道的一端进行根焊焊接;S2:采用氩弧自动焊焊接设备将第一根管道和第二根管道的一端继续进行焊接,完成余下部分的焊接形成满焊;S3:按照所述S1和S2的步鄹完成多根管道的焊接。本发明的有益效果是焊接工艺简单,焊接质量高,焊接合格率高,施工效率高,解决了小口径管道现场热煨弯管无法加工热煨弯管坡口的问题,简化了工序,减少设备投入成本。
技术研发人员:王学军,张小川,彭睿,轩恒,高建章,齐建波,朱洪亮,张圆,郭伟,杨旸,苟鸣宇
受保护的技术使用者:国家石油天然气管网集团有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!