桥壳轴头组焊定位装置的制作方法
本发明涉及机械制造,尤其是一种用于桥壳轴头组焊时对轴头进行定位的工具。
背景技术:
1、为了保证整车安装尺寸,轴头与桥壳在焊接前需要先组焊定位,确保后工序安装尺寸。现有的桥壳轴头定位夹具如图1和图2所示,该定位夹具前v型立板3和后v型立板6之间的距离l1固定不可调,夹具只满足特定的长度桥壳轴头20的支撑定位;同时前v型立板3上的定位孔8也只满足三种对应的法兰孔定位,对于其他尺寸的法兰孔位置无法完成定位,夹具兼容性差,无法适应更多品种桥壳轴头组焊定位的需求。
技术实现思路
1、本发明所要解决的技术问题是提供一种桥壳轴头组焊定位装置,它可以解决现有技术的桥壳轴头组焊定位装置存在只满足特定的长度桥壳轴头的支撑定位和特定法兰孔位定位等兼容性差,无法适应更多品种桥壳轴头组焊定位需求的问题。
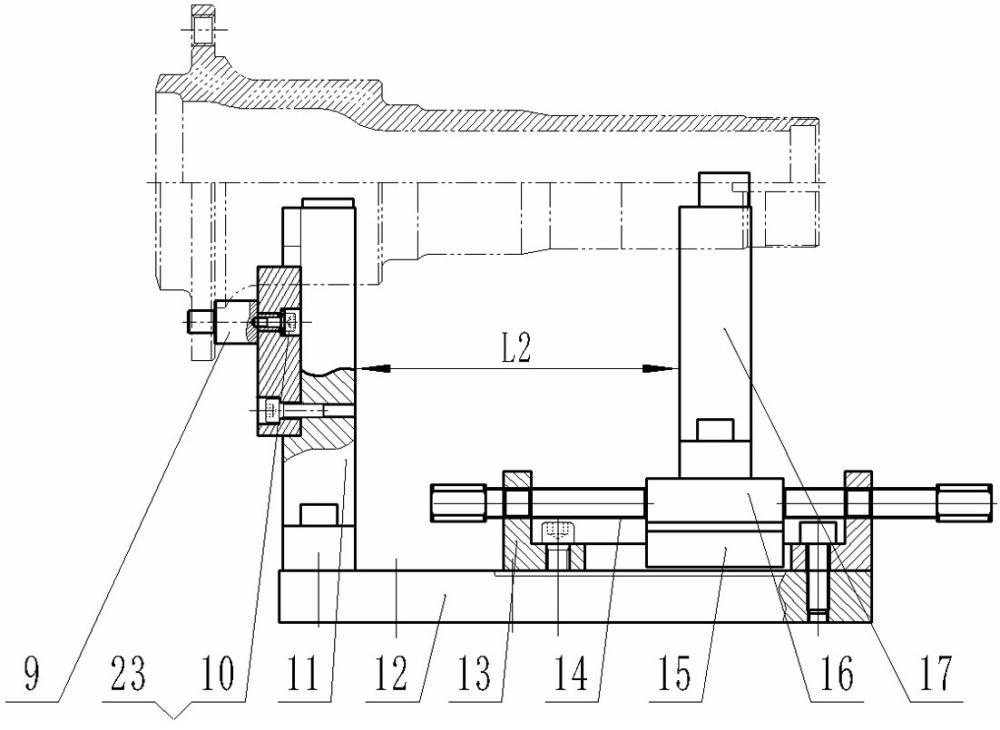
2、为了解决上述问题,本发明的技术方案是:这种桥壳轴头组焊定位装置包括前v型支撑座、底座安装板、后v型支撑座、定位板、导轨滑块和限位块。
3、所述前v型支撑座下端固定安装在所述底座安装板前端,所述前v型支撑座上端v型槽面上设置有前v型支撑座垫块,所述定位板安装在所述前v型支撑座前面;所述后v型支撑座上端v型槽面上设置有后v型支撑座垫块,所述后v型支撑座下端安装在后v型支撑座安装板上,所述后v型支撑座安装板底部安装有所述导轨滑块,所述导轨滑块压装在所述底座安装板上面的导轨上;在所述后v型支撑座安装板前后的所述底座安装板上还设置有限位块。
4、上述技术方案中,更为具体的方案是:所述前v型支撑座下端和所述底座安装板之间还设置有定位键。
5、进一步:所述限位块安装在所述底座安装板中央的滑槽上,所述限位块上设置有限位螺杆,通过旋紧所述限位螺杆对所述后v型支撑座安装板前后进行限位。
6、进一步:所述前v型支撑座垫块通过螺栓与所述前v型支撑座上端v型槽面固定连接;所述后v型支撑座垫块通过螺栓与所述后v型支撑座上端v型槽面固定连接。
7、进一步:所述后v型支撑座通过螺栓固定在所述后v型支撑座安装板上,所述导轨滑块镶嵌在所述后v型支撑座安装板底部。
8、由于采用上述技术方案,本发明与现有技术相比具有如下有益效果:
9、1、本发明在前v型支撑座上设计u型定位,取代原来的定位孔,通过设计不同规格定位板装配到前v型支撑座的u型定位槽上满足不同尺寸法兰孔位置定位。
10、2、本发明后v型支撑座底部设计有导轨滑块,可以前后滑动调节与前v型支撑座的距离l2,满足不同长度尺寸的轴头定位。
11、3、本发明柔性强,兼容性好,针对不同规格尺寸的轴头均能满足定位要求,有效减少夹具装置成本投入,降低成本。
12、4、本发明结构简洁,换模方便快捷,适应多品种小批量换模生产组焊定位,生产效率高。
技术特征:
1.一种桥壳轴头组焊定位装置,其特征在于:包括前v型支撑座(11)、底座安装板(12)、后v型支撑座(17)、定位板(18)、导轨滑块(15)和限位块(13);
2.根据权利要求1所述的桥壳轴头组焊定位装置,其特征在于:所述前v型支撑座(11)下端和所述底座安装板(12)之间还设置有定位键(22)。
3.根据权利要求1或2所述的桥壳轴头组焊定位装置,其特征在于:所述限位块(13)安装在所述底座安装板(12)中央的滑槽上,所述限位块(13)上设置有限位螺杆(14),通过旋紧所述限位螺杆(14)对所述后v型支撑座安装板(16)前后进行限位。
4.根据权利要求3所述的桥壳轴头组焊定位装置,其特征在于:所述前v型支撑座垫块(26)通过螺栓与所述前v型支撑座(11)上端v型槽面固定连接;所述后v型支撑座垫块(21)通过螺栓与所述后v型支撑座(17)上端v型槽面固定连接。
5.根据权利要求4所述的桥壳轴头组焊定位装置,其特征在于:所述后v型支撑座(17)通过螺栓固定在所述后v型支撑座安装板(16)上,所述导轨滑块(15)镶嵌在所述后v型支撑座安装板(16)底部。
技术总结
本发明公开一种桥壳轴头组焊定位装置,涉及机械加工技术领域,包括前V型支撑座、底座安装板、后V型支撑座、定位板、导轨滑块和限位块;前V型支撑座下端安装在底座安装板前端,前V型支撑座上端V型槽面上设有前V型支撑座垫块,定位板安装在前V型支撑座前面;后V型支撑座上端V型槽面上设有后V型支撑座垫块,后V型支撑座下端安装在底部安装有所述导轨滑块的后V型支撑座安装板上,导轨滑块压装在底座安装板的导轨上;后V型支撑座安装板前后还设有限位块。本发明可解决现有的桥壳轴头组焊定位夹具只满足特定长度桥壳轴头的支撑定位和特定法兰孔位定位造成兼容性差,无法适应更多品种桥壳轴头组焊定位需求的问题。
技术研发人员:蓝江盛,施文爱,叶伟雄,于长江,梁雄宇,谭健模,翟运勇,黄育荣,余金琳,韦光
受保护的技术使用者:方盛车桥(柳州)有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!