一种高效无滑动微细钨丝多模具拉丝装置的制作方法
本技术涉及拉丝设备,特别涉及一种高效无滑动微细钨丝多模具拉丝装置。
背景技术:
1、随着光伏领域的快速发展,对硅片的需求量急剧上升,目前多采用碳钢切割丝对硅片进行切割,为满足“双碳”要求,提升硅片利用率,对硅片的厚度和利用率有了更高要求,要求硅片更薄、单支硅锭切割的硅片更多,进而对切割丝提出了丝径更细、强度更高的要求。
2、钨合金丝(即钨丝)具有高强度(丝径0.035mm的钨合金丝拉断力≥5.0n)、塑性变形能力好(可加工至0.020~0.030mm)等特点,是作为基体制备切割丝的理想材料。但对于切割丝,不仅要求高的强度指标,还要确保单丝长度不低于5万米。
3、硅片切割丝的指标对钨合金丝加工过程提出更高要求,尤其是细丝加工阶段,要求钨合金丝精度更高、表面质量更好、长度更长、圈径更大,现有钨合金丝细丝拉丝机采用滑动式拉丝,由于钨合金丝强度较高,对模具磨损较大,导致大长度钨合金丝加工过程中断线率增加,表面质量粗糙,无法获得大长度、高尺寸精度的高强度钨合金丝线材,严重影响了钨合金丝材在光伏、半导体等硅片切割领域内的应用。提高微细钨合金丝的加工精度,减少断线几率是高强度钨合金丝加工中亟待解决的问题。
技术实现思路
1、本技术的目的在于提供一种高效无滑动微细钨丝多模具拉丝装置,以解决或缓解上述现有技术中存在的问题。
2、为了实现上述目的,本技术提供如下技术方案:
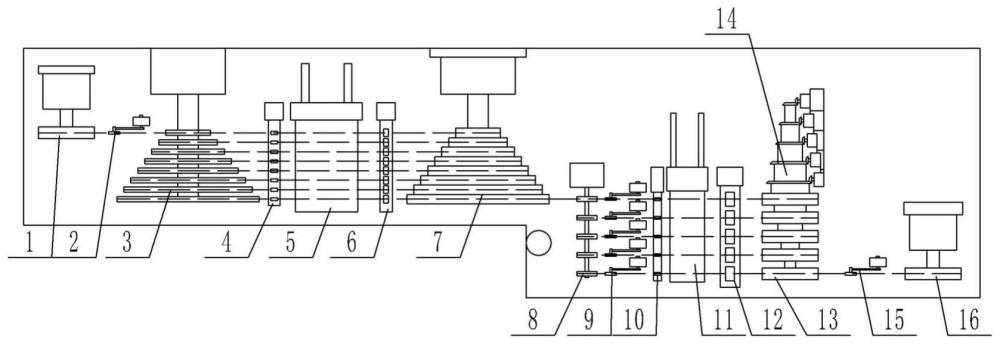
3、本技术提供一种高效无滑动微细钨丝多模具拉丝装置,用于生产线径在[0.03,0.2]mm的钨丝,包括:放线单元、塔轮拉丝单元、无滑动拉丝单元和收线单元;其中,所述放线单元、所述塔轮拉丝单元、所述无滑动拉丝单元和所述收线单元沿第一方向依次布置于安装平台上;其中,所述第一方向为所述安装平台的长度方向;
4、所述塔轮拉丝单元用于对所述放线单元上缠绕的待加工钨丝进行初步粗拉丝;所述无滑动拉丝单元用于对经所述塔轮拉丝单元初步粗拉丝后的钨丝进行无滑动拉丝;其中,所述放线单元与所述塔轮拉丝单元之间设置有放线张力传感器,所述放线张力传感器用于控制所述放线单元的放线速度,以与所述塔轮拉丝单元的拉丝速度相匹配;所述无滑动拉丝单元与所述收线单元之间设置有收线张力传感器,所述收线张力传感器用于控制所述收线单元的收线速度,以与所述无滑动拉丝单元的拉丝速度相匹配;
5、所述塔轮拉丝单元包括:沿所述第一方向依次布置的第一导轮组、第一石墨乳涂覆管、第一拉丝加热炉、第一拉丝模具座和塔轮组;
6、所述第一导轮组包括多个沿第二方向并列布置且直径依次减小的初步拉丝导轮;所述第一石墨乳涂覆管上设置有多个沿第二方向并列布置的石墨乳溢出孔;所述第一拉丝模具座上设置有多个沿第二方向并列布置且拉丝线径逐渐减小的粗拉丝模具;所述塔轮组包括多个沿第二方向并列布置且直径依次减小的拉丝塔轮;其中,所述第二方向为所述安装平台的宽度方向;多个所述初步拉丝导轮、多个所述石墨乳溢出孔、多个所述粗拉丝模具、多个所述拉丝塔轮沿所述第一方向一一对应;相对应的所述初步拉丝导轮与所述拉丝塔轮的直径相同。
7、优选的,所述塔轮组的拉丝塔轮的最大直径不超过220mm,且所述塔轮组的表面喷涂陶瓷。
8、优选的,所述第一拉丝加热炉为温度可调的电加热炉,且加热温度小于等于1000℃。
9、优选的,所述第一拉丝加热炉通过移动滑轨安装于所述安装平台上,且能够在所述移动滑轨上沿所述第二方向移动。
10、优选的,所述第一拉丝模具座通过电阻丝进行加热,且加热温度小于等于600℃。
11、优选的,所述无滑动拉丝单元包括:沿所述第一方向依次布置的第二导轮组、传感器组、第二石墨乳涂覆管、第二拉丝加热炉、第二拉丝模具座和拉丝轮组;
12、所述第二导轮组包括多个沿所述第二方向并列布置且直径相同的无滑动拉丝导轮,所述传感器组包括多个沿所述第二方向并列布置的拉丝张力传感器;所述拉丝轮组包括多个沿所述第二方向并列布置拉丝轮,多个所述拉丝轮的直径相同,且相互独立运转;多个所述无滑动拉丝导轮、多个所述拉丝张力传感器、多个所述拉丝轮沿所述第一方向一一对应布置,且均沿所述第二方向并列布置;其中,所述拉丝张力传感器用于控制对应的所述拉丝轮的拉丝速度;
13、所述第二石墨乳涂覆管、所述第二拉丝加热炉、所述第二拉丝模具座的结构分别与所述第一石墨乳涂覆管、所述第一拉丝加热炉、所述第一拉丝模具座的结构相同;其中,所述第二拉丝模具座设置有多个沿第二方向并列布置且拉丝线径逐渐减小的无滑动拉丝模具;多个所述无滑动拉丝模具分别与多个所述拉丝轮一一对应。
14、优选的,多个所述拉丝轮安装于多级拉丝轴上,所述多级拉丝轴包括:多个空心拉丝轴和一个实心拉丝轴,多个所述空心拉丝轴一一转动套装,且沿径向向外,套装的所述空心拉丝轴的长度依次减小,且内侧的所述空心拉丝轴的两端伸出外侧的所述空心拉丝轴的两端;沿径向向内,最内侧的所述空心拉丝轴转动套装于所述实心拉丝轴上,且所述实心拉丝轴的两端分别伸出最内侧的所述空心拉丝轴的两端;其中,所述空心拉丝轴的一端安装所述拉丝轮,多个所述空心拉丝轴及所述实心拉丝轴分别通过单独的伺服电机驱动。
15、优选的,所述空心拉丝轴及所述实心拉丝轴分别通过锥齿轮传动与对应的所述伺服电机驱动连接。
16、优选的,所述拉丝轮的直径为[60,150]mm,且表面喷涂陶瓷。
17、有益效果:
18、本技术实施例提供的高效无滑动微细钨丝多模具拉丝装置,能够生产线径在[0.03,0.2]mm的钨丝,该拉丝装置中,放线单元、塔轮拉丝单元、无滑动拉丝单元和收线单元沿安装平台的长度方向依次布置于安装平台上。在放线单元与塔轮拉丝单元之间设置有放线张力传感器,放线张力传感器用于控制放线单元的放线速度,以与塔轮拉丝单元的拉丝速度相匹配,使塔轮拉丝单元对放线单元上缠绕的待加工钨丝进行初步粗拉丝;无滑动拉丝单元用于对经塔轮拉丝单元初步粗拉丝后的钨丝进行无滑动拉丝;在无滑动拉丝单元与收线单元之间设置有收线张力传感器,收线张力传感器用于控制收线单元的收线速度,以与无滑动拉丝单元的无滑动拉丝速度相匹配。
19、在塔轮拉丝单元中,沿安装单元的长度方向依次布置有第一导轮组、第一石墨乳涂覆管、第一拉丝加热炉、第一拉丝模具座和塔轮组。其中,第一导轮组包括多个沿安装平台的宽度方向并列布置且直径依次减小的初步拉丝导轮;第一石墨乳涂覆管上设置有多个沿安装平台的宽度方向并列布置的石墨乳溢出孔,第一拉丝模具座上设置有多个沿安装平台的宽度方向并列布置且拉丝线径逐渐减小的粗拉丝模具;塔轮组包括多个沿安装平台的宽度方向并列布置且直径依次减小的拉丝塔轮。多个初步拉丝导轮、多个石墨乳溢出孔、多个粗拉丝模具、多个拉丝塔轮沿安装平台的宽度方向一一对应,且相对应的初步拉丝导轮与拉丝塔轮的直径相同。
20、籍以,通过塔轮拉丝单元对待加工钨丝进行初步的滑动粗拉丝,将待加工钨丝的线径进行初步减小,一方面可以减小对无滑动拉丝过程中的模具磨损;另一方面结合放线张力传感器、收线张力传感器对收、放线速度进行实时控制,避免后续在无滑动拉丝过程中断丝,有效解决了微细钨合金丝拉丝断丝率高、尺寸精度低、表面质量差、圈经小等问题,为高强度、大长度微细钨合金丝制备加工提供保障。
- 还没有人留言评论。精彩留言会获得点赞!