实现基准传递的电弧熔丝增减材复合制造方法与流程
本发明涉及一种金属件的增材制造方法,可以应用于大尺寸复杂的金属件。
背景技术:
1、随着结构设计超薄壁、异形方向发展,产品的结构复杂程度逐渐升高,铸造、锻造、焊接等传统的成型方法难以满足需求。电弧熔丝增材制造技术是按照零件模型按照一定的厚度进行切片处理,将三维模型转化为二维图形,在二维平面上进行路径规划,逐层堆积最终形成三维实体的制造方法。该技术不受结构复杂程度的限制,成型过程具有快熔、快冷的特点,成型的结金属件具有优异的内部组织和力学性能。以丝材作为原材料,以电弧或等离子弧作为热源,材料成本及设备成本较低,是一种实现复杂金属件快速成型的高效、低成本途径。
2、但是受制于电弧熔丝增材制造工艺成型精度的限制,该工艺只能成型毛坯或半成品,需要通过后续的机械加工形成最终的产品。但是目前增材制造和后续的机械加工之间,普遍存在基准不统一的问题,一般通过画线确定初始基准,加工过程中需要不断的对基准进行调整。该工序对操作者的技能要求高,具有主观不确定性,且调整基准占用了大量的加工时间,增加了机加的成本。更重要的是,针对某些结构复杂的异形金属件,整体成型后无法对内部结构进行机械加工,所以增减材复合制造方法成为了解决这一问题的有效途径。增减材复合制造方法,固定工件不动,交替进行增材工序和减材工序,在增材制造过程中完成内型等整体成型后不好实现的区域的加工。该技术为原位增减材复合制造方法,保证了增材和减材在同一个基准下进行,成型精度高。
3、原位增减材复合制造方法在一个工序加工时另一个工序只能等待,大大降低了设备的利用率。另外,根据实际生产效率反馈,减材的速度为增材速度的十倍,所以原位增减材复合制造方法难以做到增材工序和减材工序的完全匹配。需要将增材设备与减材设备拆开使用,工件在两个设备之间转换完成整个产品制备。该方案面临的问题就是增材工序和减材工序基准的快速统一及各工序自身的重复定位,本发明提供一种解决这一问题的方法。
技术实现思路
1、本发明所要解决的技术问题是针对上述的技术现状而提供一种能快速实现基准传递的电弧熔丝增减材复合制造方法。
2、本发明解决上述技术问题所采用的技术方案为:一种实现基准传递的电弧熔丝增减材复合制造方法,其特征在于涉及电弧熔丝增材打印设备、减材加工设备及定位基准传递工装,前述的电弧熔丝增材打印设备具有打印工作站,前述的减材加工设备具有减材工作站,前述的定位基准传递工装包括
3、第一底板,装配于前述的打印工作站上;
4、第二底板,装配于前述的减材工作站上;以及
5、过渡板,能脱卸地设于前述的第一底板和第二底板上,作为增材和减材的基准板;
6、涉及的待制造的金属件至少包括一段件及成型于一段件上的二段件;
7、包括如下步骤:
8、①确定过渡板的基准,过渡板的中心坐标和方向分别记录于打印工作站和减材工作站,作为增材和减材基准点使用;在电弧熔丝增材打印设备上规划好打印路径,在减材加工设备上规划好减材路径;
9、②增材基板准备,过渡板设于第一底板上,取增材基板定位于过渡板上并对增材基板进行预热;
10、③一段件的增材成型,依据过渡板上的基准对增材基板进行电弧熔丝增材打印至设定高度,获得一段件;
11、④基准传递,一段件连同过渡板从第一底板拆下转移至第二底板上;
12、⑤一段件的减材加工,依据过渡板上的基准对一段件进行减材加工;
13、⑥重复步骤③~步骤⑤,完成对二段件进行减材加工,如金属件仅具有一段件和二段件则完成整个金属件的增材制作;如金属件超过二段,则不断重复步骤③~步骤⑤,依次类推,完成整个金属件增减材制造;
14、⑦依据过渡板基准加工出金属件加工基准,通过后续加工去除增材基板,获得完整的金属件。
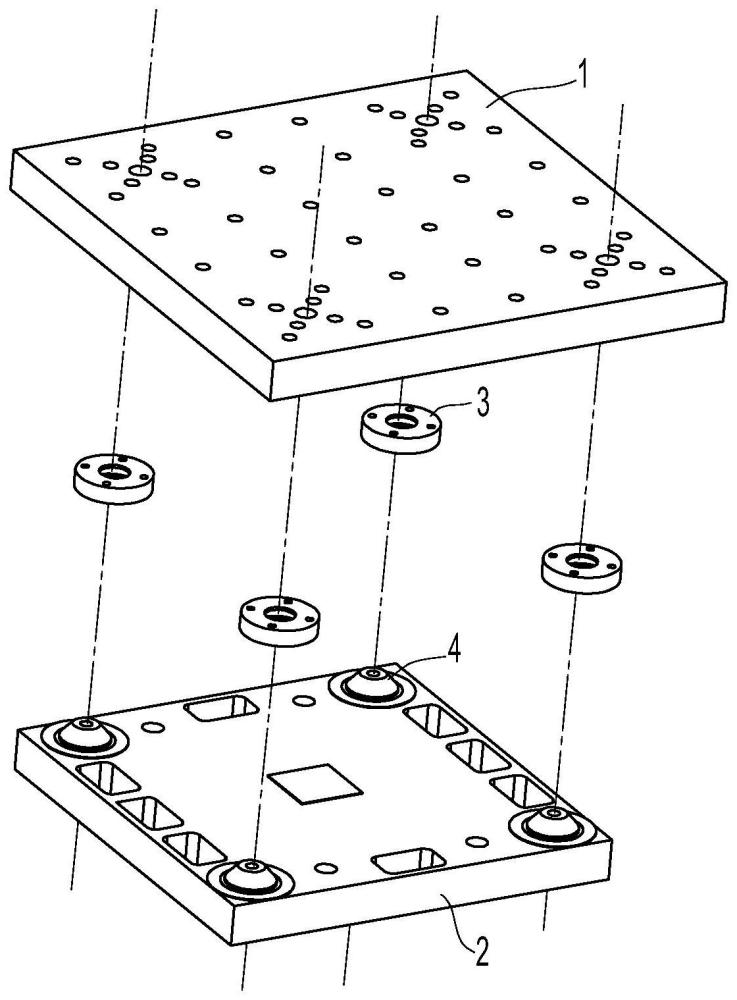
15、第一底板和第二底板与过渡板的脱卸式结构优选如下设计:所述第一底板的上端面和第二底板的上端面具有凸起的第一接头,所述过渡板的下端面设有第二接头,该第二接头具有端口朝下的与前述第一接头定位配合的定位凹槽。
16、作为优选,所述的第一接头为四个,相邻的第一接头中心点连接线围成一个矩形。
17、进一步,在步骤④基准传递之前,使一段件冷却至室温。
18、与现有技术相比,本发明的优点在于:本发明可以实现大尺寸异形复杂金属件电弧熔丝增材制造过程中在增材设备和减材设备之间基准的快速相互传递,解决了增材效率和减材效率不配的问题,提高设备利用率,降低电弧熔丝增减材制造结金属件的成本。能够实现增减材工序在同一个基准下进行,保证了产品制造的精度。该发明使电弧熔丝增减材制造由单一设备生产到多设备协同作业,降低总的设备成本,有助于实现该工艺由产品研制到批量生产的跨越。针对大尺寸异形结金属件,能够实现高效、高质量、低成本生产,具有良好的经济效益。
技术特征:
1.一种实现基准传递的电弧熔丝增减材复合制造方法,其特征在于涉及电弧熔丝增材打印设备、减材加工设备及定位基准传递工装,前述的电弧熔丝增材打印设备具有打印工作站,前述的减材加工设备具有减材工作站,前述的定位基准传递工装包括
2.根据权利要求1所述的实现基准传递的电弧熔丝增减材复合制造方法,其特征在于所述第一底板的上端面和第二底板的上端面具有凸起的第一接头,所述过渡板的下端面设有第二接头,该第二接头具有端口朝下的与前述第一接头定位配合的定位凹槽。
3.根据权利要求2所述的实现基准传递的电弧熔丝增减材复合制造方法,其特征在于所述的第一接头为四个,相邻的第一接头中心点连接线围成一个矩形。
4.根据权利要求1所述的实现基准传递的电弧熔丝增减材复合制造方法,其特征在于在步骤④基准传递之前,使一段件冷却至室温。
技术总结
一种实现基准传递的电弧熔丝增减材复合制造方法,其特征在于包括如下步骤:①确定过渡板的基准;②增材基板准备;③一段件的增材成型;④基准传递;⑤一段件的减材加工;⑥重复步骤③~步骤⑤,完成对二段件进行减材加工;⑦依据过渡板基准加工出金属件基准,通过后续加工去除增材基板,获得完整的金属件。本发明可以实现大尺寸异形复杂金属件电弧熔丝增材制造过程中在增材设备和减材设备之间基准的快速相互传递,解决了增材效率和减材效率不配的问题,提高设备利用率,降低电弧熔丝增减材制造结金属件的成本。
技术研发人员:王帅,任玲玲,李承德,王伟,明珠,郝婷婷
受保护的技术使用者:中国兵器科学研究院宁波分院
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!