热轧带肋钢筋连轧连镀生产工艺及生产线的制作方法
本发明涉及带肋钢筋,尤其涉及一种热轧带肋钢筋连轧连镀生产工艺及生产线。
背景技术:
1、热轧带肋钢筋,俗称螺纹钢,具有高强度、高韧性、以及良好的抗震性能,是高层建筑用钢的理想产品,广泛应用于建筑混凝土领域。为了增加钢筋的耐腐蚀性、提高钢筋混凝土的强度和寿命,通常要在热轧带肋钢筋的外部进行热镀锌。热镀锌后,钢筋表面被纯锌层以完整的物理保护的形式覆盖着,在纯锌层与钢筋基体之间还会形成一层zn-fe合金层,实现了对钢筋基体与大气的隔绝、从而保护钢筋基体不被腐蚀。当发生腐蚀时,由于电极电位的不同,纯锌层对合金层提供阳极保护而优先腐蚀;纯锌层腐蚀完毕,合金层完整,合金层对钢材提供物理保护,发生的腐蚀是zn-fe合金层在大气中的腐蚀;直至合金层消耗完毕,钢筋基体才会发生裸露,不再受到保护而发生腐蚀。
2、目前,镀锌热轧带肋钢筋的加工,是下游镀锌厂以上游热轧厂生产的一定长度尺寸的(通常为几米长)带肋钢筋为原料,把常温的带肋钢筋经过打磨除去氧化铁皮后进行加热,再成捆吊装到锌锅内进行热浸镀锌及镀锌后的处理,属于不连续性小批量短尺寸生产,由于加热炉和锌池的规格限制,不适合十米以上的长钢筋镀锌使用;同时工人劳动强度高、劳动环境差、生产效率低、产量低、单位耗能高。对于产量最大的12m带肋钢筋来说,目前有两种主要的处理方法,一种是将钢筋进行切割、缩小长度后热浸镀锌,但该方法不仅要提前进行切割、降低生产效率、能耗较高,而且短钢筋无法满足某些场所的使用要求;另一种是将钢筋倾斜状态下分段加热和镀锌,钢筋表面肋筋的存在很容易导致锌层厚度的不一致,或者肋筋边缘处出现漏镀区,从而带来不可控的腐蚀弱点。
3、而在轧钢厂中,以方形连铸坯为原料,在轧钢加热炉内加热到1150℃后进行连轧,连轧后经飞剪剪切成合适长度的钢筋,上冷床冷却到常温,得到合格的热轧带肋钢筋产品。轧制、剪切后,进入冷床的带肋钢筋温度大约在890℃左右,冷却时这部分热量被白白放散掉了,十分可惜,对环境也不友好。
4、因此,如何解决12m及以上长度热轧带肋钢筋的热镀锌难度,并确保钢筋表面锌层厚度的统一,成为目前亟需解决的一大问题。
技术实现思路
1、本发明为克服现有技术弊端,提供一种热轧带肋钢筋连轧连镀生产工艺。
2、本发明解决其技术问题所采用的技术方案是:
3、一种热轧带肋钢筋连轧连镀生产工艺,包括以下步骤:
4、s1、以方形连铸坯为原料,在轧钢加热炉内加热到1150℃,送入连轧机构连轧,再定尺剪切成多根并排设置的带肋钢筋;
5、s2、将并排设置的多根带肋钢筋进行表面处理,去除钢筋表面的氧化铁皮和油污;
6、s3、带肋钢筋进入在线镀锌装置进行在线镀锌;
7、s4、镀锌完成后,高温带肋钢筋经冷却、钝化后烘干;
8、s5、对镀锌带肋钢筋进行精整,倍尺飞剪后送入冷床降温,检验质量合格后,即可打包贴牌入库。
9、所述步骤s2具体包括:s21、采用高压水对高温带肋钢筋进行冲洗除鳞;s22、采用热碱液对高温带肋钢筋表面的油污进行清洗。
10、所述步骤s3具体包括:
11、s31、镀前还原:带肋钢筋进入氮气氛的还原密封罩内、与低浓度氢气作用发生高温还原反应,充分除去钢筋表面的氧化铁皮;
12、s32、在线镀锌:还原后的带肋钢筋进入镀锌槽内,锌液连续输入镀锌槽内、使镀锌槽内维持稳定的锌液液面,带肋钢筋穿过锌液、实现在线连续镀锌;
13、s33、镀层厚度控制:采用多级气刀吹扫,控制带肋钢筋各部位的镀层厚度一致。
14、所述镀前还原、在线镀锌和镀层厚度控制均在无氧环境下进行。
15、所述步骤s4具体包括:s41、采用先风冷、再水淬的方式,对镀锌带肋钢筋进行逐步冷却,锌液凝固形成完整镀层,并使镀锌带肋钢筋温度达到100℃以下;s42、热风烘干镀锌带肋钢筋,采用无铬钝化液对干燥的镀锌带肋钢筋表面进行钝化,钝化后再次热风烘干。
16、所述步骤s2、s3、s4中,热轧带肋钢筋的输送动力为热轧机组的轧制力;所述步骤s5中,镀锌带肋钢筋的输送动力为加速变频辊道。
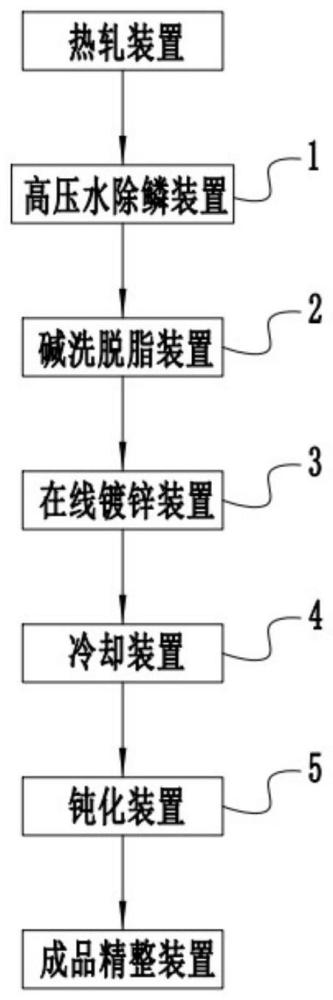
17、一种热轧带肋钢筋连轧连镀生产线,包括依次设置的热轧装置、高压水除鳞装置、碱洗脱脂装置、在线镀锌装置、冷却装置、钝化装置和成品精整装置。
18、本发明的有益效果是:
19、本发明提供了一种热轧带肋钢筋连轧连镀生产工艺,将连轧和镀锌联合起来,热轧后的带肋钢筋无需降温,在高温和15m/s~18m/s的高速输出下直接进行在线镀锌、大流量喷淋冷却、表面钝化,充分利用连轧过程余热,减少了冷床降温、镀锌前酸洗和升温几大步骤,减少了热损失和热伤害;同时由于始终保持高温,带肋钢筋表面的氧化铁皮处于疏松状态,无需酸洗即可彻底清除,缩短了镀锌的前处理过程,实现了连轧和镀锌的顺序联合,突破了高温带肋钢筋氧化不能镀锌、连续棒条材不能热浸镀锌的技术瓶颈问题,并实现了余热的充分利用,显著降低了能耗和成本,经济潜力巨大。
20、本发明镀锌前,带肋钢筋除了采用高压水、高压气进行除鳞,还采用氢气对高温钢筋表面进行还原,充分去除氧化铁皮;同时,在氮气氛围下进行镀锌、锌层厚度控制,整个过程均为无氧环境,使镀层与钢筋基体之间的结合更加牢固。
21、本发明的钝化过程采用无毒环保的硅酸盐钝化液,具有稳定性好、使用方便、无毒无污染、钝化成本低、钝化膜耐腐蚀性能好等优点,实现对镀层的有效保护。
22、本发明还提供了一种热轧带肋钢筋连轧连镀生产线,包括依次设置的热轧装置、高压水除鳞装置、碱洗脱脂装置、在线镀锌装置、冷却装置、钝化装置、成品精整装置。其中,高压水除鳞装置采用18mpa高压水对带肋钢筋表面进行高压吹扫,即可通过高压水将疏松的氧化铁皮进行剥离,又直接将冲扫下的氧化铁皮直接冲入地沟、经除杂后作为除鳞水循环利用。通过对水孔喷水角度的控制,最大限度清除带肋钢筋表面横肋和纵肋表面的死角,确保除鳞彻底。
23、本发明碱洗脱脂装置,针对多根带肋钢筋并行、以及带肋钢筋表面横肋竖肋交错所带来的脱脂困难,通过化学分解和机械刷洗相结合的方式,对钢筋表面油膜进行了全面的清除,同时也进一步去除了钢筋表面的杂质,脱脂速度快、效率高。
24、本发明在线镀锌装置,将表面处理、镀锌、及镀层厚度控制均设置在氮气氛环境下进行,镀锌前后的无氧环境有效避免了氧气对钢筋基体和镀层的危害,同时,通过在线镀锌代替原本的沉浸镀锌,解决了钢筋长度这一限制条件,可以满足任何长度带肋钢筋的镀锌要求,即可实现对10m以上长度带肋钢筋的镀锌,而且本发明装置可同时对并排多根带肋钢筋进行同步镀锌,大大提高了镀锌效率。所述镀前还原机构通过混合还原气体对高温带肋钢筋表层进行还原,彻底消除氧化铁皮,并通过正压设置的两级防护,有效将外界空气与带肋钢筋隔离,确保惰性无氧环境,改善镀锌时的钢筋表面成分,使镀层与钢筋基体结合更加牢固和稳定。所述镀锌机构可实现并排多根带肋钢筋的高温在线连续镀锌,可根据钢筋表面锌层厚度的实际要求选用一台或几台锌液提升机构进行作业,采用多层涂镀的方式来实现较厚镀层的目的,提高镀层致密性、与基体的结合强度。所述镀层厚度控制机构通过连续设置的三道喷吹角度不同的气刀来吹落钢筋表面附着的多余锌液,喷吹角度的变化符合了带肋钢筋表面横肋的凸出角度,确保带肋钢筋表面各部分、尤其是横肋与钢筋本体交接处的镀层厚度一致。
25、本发明冷却装置采用风冷和水冷相结合的方式,先采用风冷将温度降低至160℃左右,再采用大流量冷水冲洗,将温度降低至40℃~50℃,通过二级冷却,有效控制了钢筋表面锌层的冷却速度及组织结构,实现了镀锌钢筋质量的有效控制。
26、本发明钝化装置,通过钝化筒和外筒相结合的方式,向外筒内通入大流量钝化液,钝化液经钝化筒内壁上的透孔后实现均匀分布,在钝化筒内形成较为稳定的钝化液液面,当镀锌带肋钢筋穿过时确保其各部分均能浸入钝化液液面中、实现表面钝化成膜,实现了镀锌带肋钢筋在输送过程中的在线钝化,有效解决了漏点问题。
- 还没有人留言评论。精彩留言会获得点赞!