一种光伏组件接线盒自动安装设备的制作方法
本发明涉及光伏组件生产,尤其是涉及一种光伏组件接线盒自动安装设备。
背景技术:
1、随着太阳能电池板领域的快速发展,市场对太阳能电池板的应用越来越广泛,导致太阳能电池板的使用量也在急剧扩增。光伏接线盒是介于太阳能电池组件构成的太阳能电池方阵和太阳能充电控制装置之间的连接装置,其主要作用是连接和保护太阳能光伏组件,将太阳能电池产生的电力与外部线路连接,传导光伏组件所产生的电流。
2、光伏接线盒是介于太阳能电池组件构成的太阳能电池方阵和太阳能充电控制装置之间的连接装置,是一门集电气设计、机械设计与材料科学相结合的跨领域的综合性设计,其主要作用是连接和保护太阳能光伏组件,将太阳能电池产生的电力与外部线路连接,传导光伏组件所产生的电流。
3、光伏接线盒主要由盒体、电缆和电缆端头三部分构成,目前将接线盒装配在光伏板上,主要依赖人工操作,不仅费时费力,而且效率不高。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种光伏组件接线盒自动安装设备,能够高效的实现光伏组件上接线盒的自动化装配。
2、为实现上述目的,本发明采用以下内容:
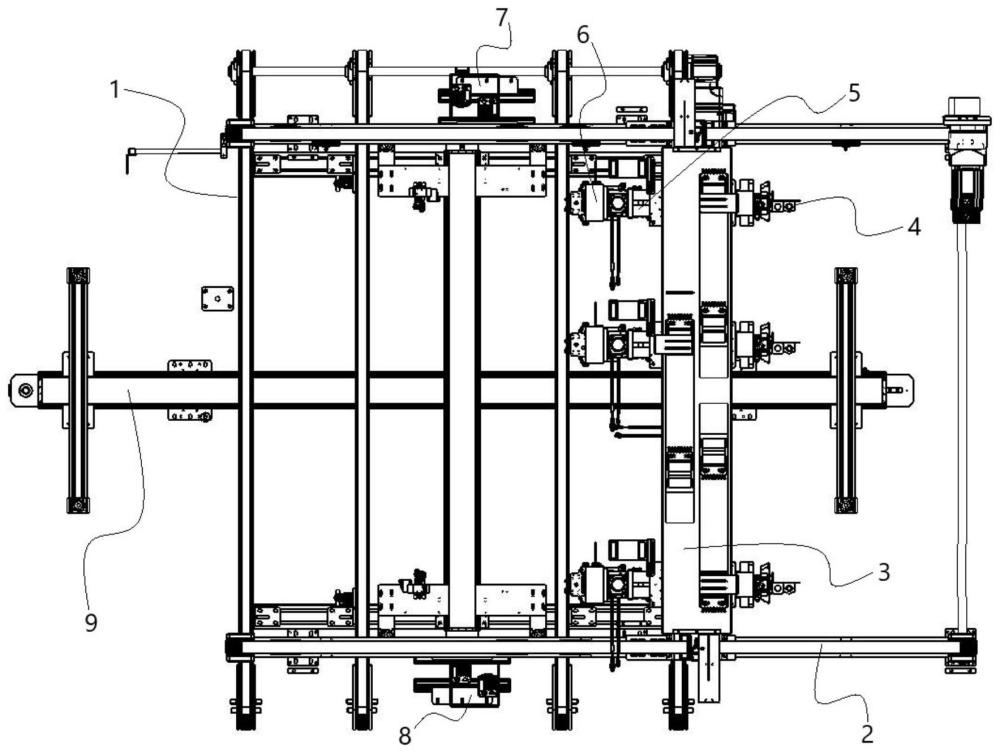
3、本发明提供的一种光伏组件接线盒自动安装设备,该设备机架内部包括最下方沿纵向设置的组件传输流线、最上方沿横向设置的横向移动模组,所述横向移动模组的输出端上设置安装板,所述安装板上设有纵向移动模组,所述纵向移动模组的输出端上共同设置有背板打胶机构和引出线扶正机构,并且背板打胶机构与引出线扶正机构分别处在安装板的两侧边;
4、所述引出线扶正机构处同时还设置有夹持及拨平机构;于所述组件传输流线的入口位置上方设置进料检测工位,于所述组件传输流线的出口位置上方设置出料检测工位。
5、根据本发明提供的一种光伏组件接线盒自动安装设备,所述组件传输流线的下方还设置有组件归正机构,所述组件归正机构包括:呈十字型交叉设置的两个移动模组,其中一个移动模组上设置有两个平行间隔的第一板体,所述第一板体的两侧边分别设置朝上的归正顶件,另外一个移动模组上设置有两个平行间隔的第二板体,所述第二板体的两侧边分别设置有朝上输出的顶升气缸,所述顶升气缸的输出端向上连接有归正夹件。
6、根据本发明提供的一种光伏组件接线盒自动安装设备,所述移动模组包括一移动安装体,所述移动安装体的内部沿其长度方向设置有移动滑轨,所述移动滑轨的两侧设置同步轮,两个同步轮之间通过一同步带进行传动,其中一个同步轮向下连接有旋转电机,所述同步带的两个侧带上分别通过连接体连接有一移动滑块,并且移动滑块以可滑动的方式卡接于移动滑轨上。
7、根据本发明提供的一种光伏组件接线盒自动安装设备,所述背板打胶机构与夹持及拨平机构通过一中间板共同连接于一前后位移模组的输出端上,所述引出线扶正机构设于前后位移模组的下方,所述前后位移模组还向上连接于所述纵向移动模组的输出端;所述背板打胶机构包括连接于中间体的背板打胶支架,所述背板打胶支架上还竖直设置有背板打胶垂直气缸件,所述背板打胶垂直气缸件的垂直输出端上向下连接有胶枪。
8、根据本发明提供的一种光伏组件接线盒自动安装设备,所述引出线扶正机构包括通过一左右微调模组连接于所述前后位移模组底端的引出线扶正支架,所述引出线扶正支架上设置有向下工作的扶正竖直气缸件,所述扶正竖直气缸件的输出端向下连接有扶正水平气缸件,所述扶正水平气缸件的输出端向下连接有扶正夹爪气缸,所述扶正夹爪气缸的两个输出端上各连接有一个扶正夹条。
9、根据本发明提供的一种光伏组件接线盒自动安装设备,所述夹持及拨平机构包括连接于所述中间板的搬运竖直模组,所述搬运竖直模组的输出端上向下连接有搬运支架,所述搬运支架的底面设置有搬运夹爪气缸,所述搬运夹爪气缸的两个输出端上各连接有一个搬运夹臂,所述搬运支架的下方还设置有与搬运夹爪气缸形成十字交错的搬运辅助支架,所述搬运辅助支架的下方可滑动地设置有拨平夹爪气缸,所述拨平夹爪气缸的两个输出端各向下竖直连接有拨平夹臂。
10、根据本发明提供的一种光伏组件接线盒自动安装设备,所述组件传输流线包括若干条平行间隔设置的皮带线组,若干皮带线组之间通过两个联动轴杆实现同步传动,于其中一个联动轴杆的端部设置有同步电机。
11、根据本发明提供的一种光伏组件接线盒自动安装设备,所述进料检测工位与出料检测工位处在同一直线上,所述进料检测工位、出料检测工位处均设置有呈上下布设的视觉相机模组与光源模组,并且所述光源模组处在所述组件传输流线的上方。
12、本发明提出的光伏组件接线盒自动安装设备有以下有益效果:本设备能够自动实现光伏板的上下料,并且自动上料接线盒,装配于预设位置;能够很好地将引出线扶正、线盒安装、引出线拨平三大机构集成到一起,有效兼容了引出线整形效果误差,提高了安装成功率,很好的保证了安装品质的一致性与可靠性,同时该设备集成了线盒安装处的背板打胶功能及组件来料不良检测,线盒安装后安装效果检测。
13、该装置占用空间小、满足自动送料、装配、检测、出料等功能,自动化程度高,降低生产成本,提高生产效率。
技术特征:
1.一种光伏组件接线盒自动安装设备,其特征在于,该设备机架内部包括最下方沿纵向设置的组件传输流线、最上方沿横向设置的横向移动模组,所述横向移动模组的输出端上设置安装板,所述安装板上设有纵向移动模组,所述纵向移动模组的输出端上共同设置有背板打胶机构和引出线扶正机构,并且背板打胶机构与引出线扶正机构分别处在安装板的两侧边;
2.根据权利要求1所述的一种光伏组件接线盒自动安装设备,其特征在于,所述组件传输流线的下方还设置有组件归正机构,所述组件归正机构包括:呈十字型交叉设置的两个移动模组,其中一个移动模组上设置有两个平行间隔的第一板体,所述第一板体的两侧边分别设置朝上的归正顶件,另外一个移动模组上设置有两个平行间隔的第二板体,所述第二板体的两侧边分别设置有朝上输出的顶升气缸,所述顶升气缸的输出端向上连接有归正夹件。
3.根据权利要求2所述的一种光伏组件接线盒自动安装设备,其特征在于,所述移动模组包括一移动安装体,所述移动安装体的内部沿其长度方向设置有移动滑轨,所述移动滑轨的两侧设置同步轮,两个同步轮之间通过一同步带进行传动,其中一个同步轮向下连接有旋转电机,所述同步带的两个侧带上分别通过连接体连接有一移动滑块,并且移动滑块以可滑动的方式卡接于移动滑轨上。
4.根据权利要求1所述的一种光伏组件接线盒自动安装设备,其特征在于,所述背板打胶机构与夹持及拨平机构通过一中间板共同连接于一前后位移模组的输出端上,所述引出线扶正机构设于前后位移模组的下方,所述前后位移模组还向上连接于所述纵向移动模组的输出端;所述背板打胶机构包括连接于中间体的背板打胶支架,所述背板打胶支架上还竖直设置有背板打胶垂直气缸件,所述背板打胶垂直气缸件的垂直输出端上向下连接有胶枪。
5.根据权利要求4所述的一种光伏组件接线盒自动安装设备,其特征在于,所述引出线扶正机构包括通过一左右微调模组连接于所述前后位移模组底端的引出线扶正支架,所述引出线扶正支架上设置有向下工作的扶正竖直气缸件,所述扶正竖直气缸件的输出端向下连接有扶正水平气缸件,所述扶正水平气缸件的输出端向下连接有扶正夹爪气缸,所述扶正夹爪气缸的两个输出端上各连接有一个扶正夹条。
6.根据权利要求5所述的一种光伏组件接线盒自动安装设备,其特征在于,所述夹持及拨平机构包括连接于所述中间板的搬运竖直模组,所述搬运竖直模组的输出端上向下连接有搬运支架,所述搬运支架的底面设置有搬运夹爪气缸,所述搬运夹爪气缸的两个输出端上各连接有一个搬运夹臂,所述搬运支架的下方还设置有与搬运夹爪气缸形成十字交错的搬运辅助支架,所述搬运辅助支架的下方可滑动地设置有拨平夹爪气缸,所述拨平夹爪气缸的两个输出端各向下竖直连接有拨平夹臂。
7.根据权利要求1所述的一种光伏组件接线盒自动安装设备,其特征在于,所述组件传输流线包括若干条平行间隔设置的皮带线组,若干皮带线组之间通过两个联动轴杆实现同步传动,于其中一个联动轴杆的端部设置有同步电机。
8.根据权利要求1所述的一种光伏组件接线盒自动安装设备,其特征在于,所述进料检测工位与出料检测工位处在同一直线上,所述进料检测工位、出料检测工位处均设置有呈上下布设的视觉相机模组与光源模组,并且所述光源模组处在所述组件传输流线的上方。
技术总结
本发明公开一种光伏组件接线盒自动安装设备,该设备机架内部包括最下方沿纵向设置的组件传输流线、最上方沿横向设置的横向移动模组,横向移动模组的输出端上设置纵向移动模组,纵向移动模组的输出端上共同设置有背板打胶机构和引出线扶正机构;引出线扶正机构处同时还设置有夹持及拨平机构;于组件传输流线的入口位置上方设置进料检测工位,出口位置上方设置出料检测工位。本发明能够很好地将引出线扶正、线盒安装、引出线拨平三大机构集成到一起,有效兼容了引出线整形效果误差,提高了安装成功率,很好的保证了安装品质的一致性与可靠性,同时该设备集成了线盒安装处的背板打胶功能及组件来料不良检测,线盒安装后安装效果检测。
技术研发人员:张海生,吉风东,朱冬成
受保护的技术使用者:苏州巨能图像检测技术有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!