一种压板装置和包含所述压板装置的在线光学检测设备的制作方法
本发明涉及一种压板装置和包含所述压板装置的在线光学检测设备。
背景技术:
1、随着现代化技术的更新进步,电子产品更新换代的速度越来越快,对其核心部件pcb的要求越来越高,对pcb的检测要求也越来越严格。目前检测pcb的方法为aoi,是基于光学成像原理进行的检测,由aoi设备中所含的光学结构发光,光线经聚光后照射到待测工件表面,然后反射给相机采集图像。一种公知公用的aoi光学结构使用3组光源经过反射弧面聚光到待测工件表面,然后反射成像。但该反射弧面加工精度要求和成本较高,调试过程较为复杂,得到的光学效果也不够精确。
2、pcb(印刷电路板)在线光学检测设备在对pcb进行检测时,相机正对着pcb需要检测的一面,如果pcb本身发生了弯曲变形,pcb的一边向着相机方向翘曲,将会导致相机采集到的图像变形扭曲,对最终的检测结果产生巨大的影响。针对这种发生翘曲的pcb,目前是对正下方的输送平台进行吸气处理来吸平pcb。但如果pcb本身翘曲程度大、板子尺寸较小或者板子上的孔过大过多,将会导致吸气平台对pcb的吸力不足以将pcb吸平,还是会出现采图质量问题。
技术实现思路
1、鉴于此,本发明提供一种压板装置,可用于在线光学检测设备,对pcb的翘曲部分进行在线连续处理,使pcb水平通过相机,保证采图质量。
2、本发明还提供了包含所述压板装置的在线光学检测设备。
3、具体而言,包括以下的技术方案:
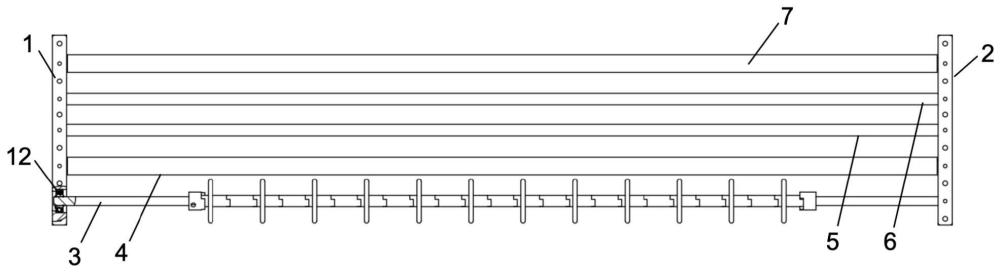
4、一种压板装置,包括可转动固定于左右轴承座之间,互相平行、间隔设置,且底部在同一平面、顺序排列的第一压轮、第二压轮、第三压轮、第四压轮和第五压轮,
5、所述第一压轮、第二压轮和第三压轮的直径顺序减小,依次为第一直径、第二直径和第三直径,所述第四压轮和第五压轮的直径顺序增加,分别为第三直径和第四直径;
6、所述第一直径不小于50mm,第三直径为10-15mm;
7、第三压轮和第四压轮之间的轴心距不大于30mm,净距不小于10mm;
8、第二压轮和第五压轮之间的轴心距小于所压板面的宽度。
9、所述压轮的直径和压轮之间的轴心距可根据具体情况进行确定。在可操作前提下,所述第二压轮和第五压轮之间的轴心距越小越好。优选的,所述第一直径不大于100mm,所述第二直径和所述第四直径为15-25mm。所述第二直径和所述第四直径可以相同,也可以不同。
10、所述压轮结构可以相互独立的选择以下两种结构中的一种:
11、(一)所述压轮为安装有多片间隔设置的滚轮片的传动轴,所述压轮的直径为所述滚轮片的直径;
12、(二)所述压轮为圆柱形的传动轴。
13、所述第一压轮优选采用结构(一),第二~第五压轮可以采用结构(一)或(二)。
14、优选的,所述压轮采用结构(一)时,所述滚轮片每片宽度为2-10mm,相邻滚轮片的间距为50-100mm。
15、具体的,所述压轮的多片滚轮片中,两端滚轮片的外侧可以连接有固定滚轮片径向位置的滚轮片止附件;相邻两片滚轮片之间设有固定间距第隔套。
16、所述滚轮片可以为包胶滚轮片或塑料滚轮片。
17、当pcb翘曲程度很大时,所述第一压轮之前还可以设置有第六压轮,所述第六压轮直径大于第一压轮直径,且不大于100mm。优选的,所述第六压轮采用结构(一)。
18、所述包含上述压板装置的在线光学检测设备包括输送部件和相机,
19、所述压板装置固定于所述输送部件和相机之间,位于所述第三压轮和第四压轮相对于所述相机的采集点对称设置。
20、显然,所述压板装置既可装配在输送部件上,也可以安装在光源支架、相机安装板上,随光源、相机一起运动。所述光源支架、相机安装板为所述在线光学检测设备的组成部分,此为公知技术,无需赘述。
21、当没有pcb通过所述压板装置时,所述压轮可以与传输装置(如传输带)相接触,也可保留一定间隙,具体由本领域技术人员根据传输带的性能、压平pcb所需的压力等因素进行选择。
22、本发明的工作原理是:翘曲的pcb通过在线光学检测设备时,先由直径最大的第一压轮压下,降低翘曲程度,然后依次通过直径顺序降低的第二压轮和第三压轮,压平较小程度的翘曲部分,使pcb呈水平状态。当继续运行至相机采集点时,由于第三压轮与pcb的作用位置与相机采集点距离较短,不大于15mm,可使pcb板前端保持水平通过相机采集点,保证前端的采图质量;然后,pcb再依次通过第四滚轮和第五滚轮,基于同样的原因,可使pcb的尾端保持水平通过相机采集点,保证尾端的采图质量。由此,本发明所述压板装置可用于在线光学检测设备,对pcb的翘曲进行在线连续处理,使pcb水平通过相机,保证整张pcb的采图质量。显然,本发明不仅可用于压平pcb,也适用于其他需要压平处理的板状结构。所述压板装置相邻压轮之间轴心距的大小根据所应用在线光学检测设备可提供的安装空间、以及实际压平pcb的效果来决定。
23、与现有技术相比,本发明实施例提供的技术方案的有益效果至少包括:
24、1、当输送部件上的pcb向相机采集方向运行时,首先通过从大到小、不同直径的压轮依次压平pcb板,这样可有效处理不同程度的翘曲部分,并可保证翘曲过高的pcb不会与压轮相撞,导致pcb卡顿或者损坏;pcb再通过从小到大、不同直径的压轮,可均衡pcb所受的压力、并保证pcb尾端的采图质量。
25、2、相机采集点两侧的压轮之间留出了适宜的空间,从而可实现在线连续检测pcb,保证整张pcb的采图质量。如果压轮距离太近(即净距太小),空间太小,不方便上方的相机采集图像;如果压轮距离太远(即轴心距太大),相机采集点距离两侧压轮与pcb的作用点太远,则无法保证pcb前端或尾端水平经过相机采集点。
26、3、所述压轮使用含有滚轮片的结构(一)时,可以降低压轮的自重,从而可保护pcb,避免因压力太大而被损伤。当压轮直径较大时,如第一压轮、第六压轮尤其应当优先选择结构(一)。
27、4、所述压板装置可将大、小尺寸,厚、薄程度不同的各种pcb板压平通过相机采集点。
技术特征:
1.一种压板装置,其特征在于,包括可转动固定于左右轴承座之间,互相平行、间隔设置,且底部在同一平面、顺序排列的第一压轮、第二压轮、第三压轮、第四压轮和第五压轮,
2.如权利要求1所述的压板装置,其特征在于,
3.如权利要求2所述的压板装置,其特征在于,
4.如权利要求3所述的压板装置,其特征在于,
5.如权利要求2所述的压板装置,其特征在于,
6.如权利要求1-5中任一项所述的压板装置,其特征在于,
7.如权利要求1-5中任一项所述的压板装置,其特征在于,
8.如权利要求6所述的压板装置,其特征在于,
9.如权利要求1-5中任一项所述的压板装置,其特征在于,
10.包含权利要求1-9中任一项所述压板装置的在线光学检测设备,其特征在于,
技术总结
本发明提供一种压板装置和包含所述压板装置的在线光学检测设备,所述压板装置可用于在线光学检测设备,对PCB翘曲部分进行在线连续处理,使PCB水平通过相机,保证采图质量。所述压板装置包括可转动固定于左右轴承座之间,互相平行、间隔设置,底部在同一平面、顺序排列的第一压轮、第二压轮、第三压轮、第四压轮和第五压轮,所述第一压轮、第二压轮和第三压轮的直径顺序减小,依次为第一直径、第二直径和第三直径,所述第四压轮和第五压轮的直径顺序增加,分别为第三直径和第四直径;所述第一直径不小于50mm,第三直径为10‑15mm;第三压轮和第四压轮之间的净距至少为10mm;第二压轮和第五压轮间的轴心距小于所压板面的宽度。
技术研发人员:黄韬,王琦
受保护的技术使用者:南京泊纳莱电子科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!