一种铝护套电缆终端尾部激光焊接与密封工艺的制作方法
本发明涉及电缆焊接,尤其是涉及一种铝护套电缆终端尾部激光焊接与密封工艺。
背景技术:
1、国内皱纹铝护套交联聚乙烯电缆频繁发生缓冲层烧蚀的故障,对线路可靠性和电网安全性构成了严重威胁。而平滑铝护套电缆可以有效预防电缆内部缓冲层接触不良而产生的放电现象,避免皱纹铝套高压电缆内部的放电烧蚀现象,更能保证电缆的长期运行安全。国内现在正逐步推广平滑铝护套电缆。
2、目前,普遍采用氩弧焊的方式焊接电缆铝护套,由于平滑铝护套电缆铝护套、缓冲层和绝缘屏蔽层紧密接触的结构,在制作电缆终端和接头时,传导到电缆铝护套的温度可达到180℃,焊接的高温会从铝护套通过缓冲层直接传递给绝缘屏蔽和绝缘主体,容易导致缘屏蔽和绝缘主体烫伤。因此在进行氩弧焊接操作时,需在电缆铝护套表面采取专门的降温措施;当连续焊接过程中的温度超过120℃时,需临时停止焊接,待电缆铝护套表面温度进一步降低后,才能继续进行焊接操作,从而导致焊接操作时间过长、焊接效率低。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在平滑铝护套电缆金属护套层、缓冲层和绝缘屏蔽层三层连接紧密的结构,采用氩弧焊接铝护套时容易烫伤绝缘屏蔽及绝缘主体的的缺陷而提供一种铝护套电缆终端尾部激光焊接与密封工艺。
2、本发明的目的可以通过以下技术方案来实现:
3、一种铝护套电缆终端尾部激光焊接与密封工艺,包括以下步骤:
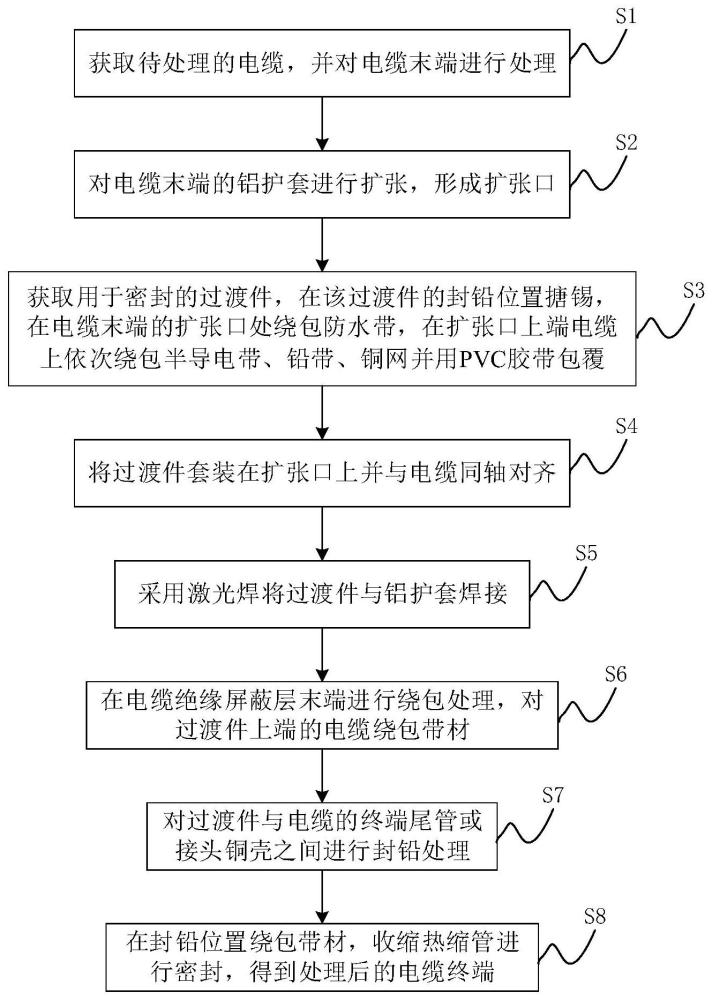
4、s1:获取待处理的电缆,并对电缆末端进行处理;
5、s2:对电缆末端的铝护套进行扩张,形成扩张口;
6、s3:获取用于密封的过渡件,在该过渡件的封铅位置搪锡,在电缆末端的扩张口处绕包防水带,在扩张口上端电缆上依次绕包半导电带、铅带、铜网并用pvc胶带包覆;
7、s4:将过渡件套装在扩张口上并与电缆同轴对齐;
8、s5:采用激光焊将过渡件与铝护套焊接;
9、s6:在电缆绝缘屏蔽层末端进行绕包处理,对过渡件上端的电缆绕包带材;
10、s7:对过渡件与电缆的终端尾管或接头铜壳之间进行封铅处理;
11、s8:在封铅位置绕包带材,收缩热缩管进行密封,得到处理后的电缆终端。
12、进一步地,步骤s1具体包括:
13、根据待安装电缆附件的规格,在电缆上剥去相应长度的电缆外护套和铝护套,然后将电缆加热校直。
14、进一步地,步骤s2具体包括:
15、采用预扩张工具将铝护套末端预扩,形成一个扩张口;
16、采用扩装工装在扩张口的基础上继续扩张,使得扩张后铝护套的端口内径需高于电缆上的半导电缓冲层,形成最终的扩张口,并拔出扩装工装。
17、进一步地,步骤s3具体包括:
18、自电缆的铝护套断口处向上260-300mm处绕包2层半导电带,再在半导电带上绕包一层铅带,铅带上下两端均低于半导电带;在铅带上绕包一层铜网,铜网上下两端低于铅带,最后用pvc胶粘带在端口处包覆铜网。
19、进一步地,步骤s4具体包括:
20、在过渡件上的封铅位置的圆周上预先进行搪锡处理,在待焊接位置处的电缆缓冲层上绕包防水带,使防水带与过渡件贴合;
21、将过渡件带锥度的一端朝内套入电缆扩张好的铝护套,过渡件与铝护套的搭接长度约为8~20mm,直至不能推进;然后将扩张工装套在过渡件开口的一端使过渡件与电缆同心。
22、进一步地,步骤s5具体包括:
23、在过渡件与扩张后的铝护套搭接处用激光焊进行焊接,焊接角度在竖直方向上向电缆断口方向偏移5~20°。
24、进一步地,步骤s6具体包括:
25、在半导电缓冲层以半搭接方式绕包两层半导电带至电缆绝缘层屏蔽末端以下70-80mm,与半导电缓冲层搭接18-22mm;
26、用防水带将过渡件端部的台阶填平并绕包成斜坡过渡;
27、自绝缘屏蔽层末端以下75mm起到过渡件末端止,自下而上半搭接依次绕包两层铅带和两层铜网带,所述铅带和铜网带均与过渡件搭接28-32mm;在铜网带末端位置,将一根镀锡铜编织带的一端与网带一起用镀锡铜扎线交叉连接在过渡件上,并用锡焊固定;
28、从铜网带顶端起半搭接绕包一层透明pvc带并盖过铜网带下端,最后在接口处用pvc胶粘带封好。
29、进一步地,步骤s7具体包括:
30、将电缆的终端尾管或接头铜壳末端的v型槽向下弯折,与电缆过渡件之间形成斜坡过渡,在终端尾管或接头铜壳末端对应于需进行封铅处理位置的圆周上进行镀锡处理;在终端尾管或接头铜壳尾部到过渡件的圆周上进行封铅处理;
31、待封铅处温度冷却到常温时,将两根铜编织带用铜扎线固定在过渡件以及终端尾管或接头铜壳上后焊接。
32、进一步地,步骤s8具体包括:
33、在封铅及铜编织带焊接处半搭接绕包3层防水带,在防水带外面半搭接绕包2层pvc胶粘带加强密封;
34、采用热缩管套到尾管包带处,加热使其收缩;将收缩好的热缩管两端口处半搭接绕包2层防水带,防水带外再绕包2层pvc胶粘带,把热缩管的端口盖住。
35、进一步地,采用处理后的电缆终端安装电缆附件。
36、与现有技术相比,本发明具有以下优点:
37、(1)本发明提出的铝护套扩张工艺改变了平滑铝电缆紧密连接的结构,有效阻隔铝护套在焊接和封铅时的高温向内传导,为电缆附件安装时的焊接和封铅提供了空间,提高了电缆附件的安装效率,降低了连接处发生故障的可能性,保障线路的稳定运行。
38、(2)本发明在工艺中绕包了半导电带、铅带、铜网、防水带等多种带材,加大了连接处金属屏蔽层的接触面积和通流截面,加强了连接处防水密封,有力保证连接处的电气性能和密封稳定性。
39、(3)本发明能够有效降低焊接时的温度,改变铝护套和缓冲层紧密连接的结构,阻隔焊接时热量从铝护套向缓冲层内部传递,防止绝缘屏蔽及绝缘主体烫伤,大大缩短焊接时间,提高电缆附件安装效率。
40、(4)相较于氩弧焊,本发明采用的激光焊焊接温度更低,焊接时间更短,焊接处的电气性能和机械性能相似,焊缝宽度小且平整美观,安装人员更易上手。
技术特征:
1.一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,包括以下步骤:s1:获取待处理的电缆,并对电缆末端进行处理;s2:对电缆末端的铝护套进行扩张,形成扩张口;s3:获取用于密封的过渡件,在该过渡件的封铅位置搪锡,在电缆末端的扩张口处绕包防水带,在扩张口上端电缆上依次绕包半导电带、铅带、铜网并用pvc胶带包覆;s4:将过渡件套装在扩张口上并与电缆同轴对齐;s5:采用激光焊将过渡件与铝护套焊接;s6:在电缆绝缘屏蔽层末端进行绕包处理,对过渡件上端的电缆绕包带材;s7:对过渡件与电缆的终端尾管或接头铜壳之间进行封铅处理;s8:在封铅位置绕包带材,收缩热缩管进行密封,得到处理后的电缆终端。
2.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s1具体包括:
3.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s2具体包括:
4.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s3具体包括:
5.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s4具体包括:
6.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s5具体包括:
7.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s6具体包括:
8.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s7具体包括:
9.根据权利要求8所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,步骤s8具体包括:
10.根据权利要求1所述的一种铝护套电缆终端尾部激光焊接与密封工艺,其特征在于,采用处理后的电缆终端安装电缆附件。
技术总结
本发明涉及一种铝护套电缆终端尾部激光焊接与密封工艺,包括:对电缆的末端进行处理;对电缆末端的铝护套进行扩张,形成扩张口;获取用于密封的过渡件,在该过渡件的封铅位置搪锡,在电缆末端的扩张口处绕包防水带,在扩张口上端电缆上依次绕包半导电带、铅带、铜网并用PVC胶带包覆;将过渡件套装在扩张口上并与电缆同轴对齐;采用激光焊将过渡件与铝护套焊接;在电缆绝缘屏蔽层末端进行绕包处理,对过渡件上端的电缆绕包带材;对过渡件与电缆的终端尾管或接头铜壳之间进行封铅处理;在封铅位置绕包带材,收缩热缩管进行密封,得到处理后的电缆终端。与现有技术相比,本发明能够有效降低焊接时的温度,大大缩短焊接时间,提高电缆附件安装效率。
技术研发人员:许强,周宏,谢仕林,彭勇,唐文博,邹翔宇,赵孝文,宋炳辰,李亚群,许志鹏,沈斌
受保护的技术使用者:国网上海市电力公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!