鼓形兜孔保持架加工用刀具及其加工方法与流程
本发明涉及特殊形状的轴承保持架的加工设备及方法,具体是鼓形兜孔保持架加工用刀具及其加工方法,属于轴承保持架加工领域。
背景技术:
1、轴承是当代机械设备中一种重要零部件,其由内圈、外圈、滚动体、保持架4部分组成。保持架作为4部件之一,有着极其重要的作用,对滚动体起着支撑与引导的作用。
2、我们常见的轴承保持架兜孔结构有圆柱兜孔、圆锥兜孔、球兜孔,而近年来鼓形兜孔保持架脱颖而出。这种特殊结构的保持架加工及其困难;由于兜孔呈现鼓形状,兜孔中部直径比兜孔上端直径大并且是圆弧形状,无法用常规的从上至下直接镗削加工,另外兜孔底面根部倒角是凹的r角,并且底面是平的。
3、因为结构的特殊,按照传统的直接镗削的加工方式无法完成,而且底面倒角是凹r倒角,且是平面无法用定心的刀具加工(定心刀具加工底面会有定心孔),众多难点集与此,因此,针对这种技术难题需要从加工设备及方法进行优化完善去解决。
技术实现思路
1、鉴于上述的鼓形兜孔保持架加工难,本发明的目的是提供了鼓形兜孔保持架加工用刀具及其加工方法,刀具采用不同类型削刀并进行分部完成整个工序,提高生产加工效率,填补了鼓形兜孔保持架加工的技术空白。
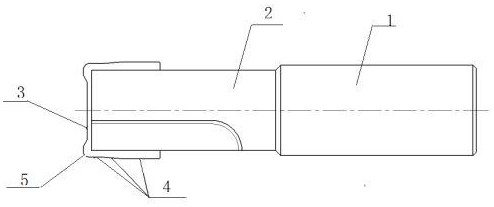
2、为了实现上述目的,本发明所采用的技术方案是:鼓形兜孔保持架加工用刀具,包括:刀柄、刀杆及刀头,刀杆的末端连接在刀柄上,刀杆的前端为刀头,刀头上设有切削刃,所述切削刃包括底部刃、侧壁刃及倒角刃;底部刃分布于刀头前表面,侧壁刃环设分布于刀头的外周面,倒角刃过度连接于底部刃与侧壁刃之间;
3、进一步的,所述切削刃设置在刀杆前端的三分之一区域;具体设置位置根据保持架兜孔深度来确定;
4、进一步的,所述底部刃为平面刃,所述侧壁刃为根据保持架兜孔侧壁形状而设计的仿形结构;所述倒角刃为凸圆弧r角的刃倾角形式;
5、进一步的,凸圆弧r角的设置数值根据保持架兜孔底部的凹角大小要求来确定。
6、本发明所加工的保持架兜孔包括四部分,分别是兜孔上端直径,兜孔中部直径,兜孔底部直径,以及兜孔底面;其中兜孔中部直径比兜孔上端直径大并且是圆弧形状,所以兜孔呈现鼓形状,兜孔底面根部倒角是凹角,并且底面是平的。
7、上述所述的刀具为成型镗刀,其中,底部的平面刃用于镗加工保持架兜孔底面,倒角刃用于镗加工保持架兜孔底面根部的凹角,侧壁刃用于镗加工保持架兜孔底部直径、兜孔的中部直径和上端直径(保持架兜孔侧壁)。
8、上述刀具设计成刃倾角的成型镗刀的原因在于,因为保持架兜孔底面要求是平面,刀具直接加工兜孔底面阻力很大,所以该刀具铣刀的切削方式应用在镗刀上,这样可以减少切削阻力。
9、所述侧壁刃的仿形结构,由于保持架兜孔中部直径比上端直径大,需要根据保持架兜孔上部直径与中部直径差,均匀的预留精铣的余量。
10、采用上述结构的刀具在鼓形兜孔保持架的加工方法是:
11、步骤1:一次性完成保持架兜孔底面、兜孔底部直径的精加工与保持架兜孔上端直径、兜孔中部直径的粗加工;
12、步骤2:一次性完成保持架兜孔中部直径、兜孔上端直径的精加工;
13、所述步骤2中的精加工采用成型铣刀完成;
14、进一步的,步骤1中的侧壁刃的仿形设计预留的精铣的余量是为步骤2的精加工做准备的;因此,步骤1既完成兜孔底面与兜孔底部直径的加工,同时粗加工了兜孔中部直径与兜孔上端直径,减小了步骤2的精加工余量,可以大幅提高生产效率,并且对精铣刀的寿命可以提高。
15、进一步的,所述步骤2中的成型铣刀是根据兜孔中部直径与兜孔上端直径而设计,其侧刃轮廓与保持架兜孔轮廓一致;
16、所述的成型铣刀在使用时,通过编程软件走圆弧插补,精铣兜孔的中部与上端直径。
17、本发明的有益效果在于:
18、采用特殊设计的带有刃倾角的成型镗刀能够实现鼓形兜孔保持架的加工,并进行分部完成整个工艺工序,提高生产加工效率,填补了鼓形兜孔保持架加工的技术空白。
技术特征:
1.鼓形兜孔保持架加工用刀具,其特征在于,包括:刀柄、刀杆及刀头,刀杆的末端连接在刀柄上,刀杆的前端为刀头,刀头上设有切削刃,所述切削刃包括底部刃、侧壁刃及倒角刃;底部刃分布于刀头前表面,侧壁刃环设分布于刀头的外周面,倒角刃过度连接于底部刃与侧壁刃之间。
2.根据权利要求1所述的鼓形兜孔保持架加工用刀具,其特征在于:所述切削刃设置在刀杆前端的三分之一区域;具体设置位置根据保持架兜孔深度来确定。
3.根据权利要求1所述的鼓形兜孔保持架加工用刀具,其特征在于:所述底部刃为平面刃,所述侧壁刃为根据保持架兜孔侧壁形状而设计的仿形结构;所述倒角刃为凸圆弧r角的刃倾角形式。
4.根据权利要求3所述的鼓形兜孔保持架加工用刀具,其特征在于:凸圆弧r角的设置数值根据保持架兜孔底部的凹角大小要求来确定。
5.根据权利要求1所述的鼓形兜孔保持架加工用刀具,其特征在于:所加工的保持架兜孔包括四部分,分别是兜孔上端直径,兜孔中部直径,兜孔底部直径,以及兜孔底面;其中兜孔中部直径比兜孔上端直径大并且是圆弧形状,兜孔底面根部倒角是凹角,并且底面是平的。
6.根据权利要求1所述的鼓形兜孔保持架加工用刀具,其特征在于:所述的刀具为成型镗刀。
7.采用权利要求1-6任意一项所述的刀具在鼓形兜孔保持架的加工方法,其特征在于:
8.根据权利要求7所述的鼓形兜孔保持架的加工方法,其特征在于:所述步骤2中的精加工采用成型铣刀完成。
9.根据权利要求8所述的鼓形兜孔保持架的加工方法,其特征在于:所述步骤2中的成型铣刀是根据兜孔中部直径与兜孔上端直径而设计,其侧刃轮廓与保持架兜孔轮廓一致。
技术总结
本发明涉及特殊形状的轴承保持架的加工设备及方法,具体是鼓形兜孔保持架加工用刀具及其加工方法,刀柄、刀杆及刀头,刀杆的末端连接在刀柄上,刀杆的前端为刀头,刀头上设有切削刃,所述切削刃包括底部刃、侧壁刃及倒角刃;底部刃分布于刀头前表面,侧壁刃环设分布于刀头的外周面,倒角刃过度连接于底部刃与侧壁刃之间;采用特殊设计的带有刃倾角的成型镗刀能够实现鼓形兜孔保持架的加工,并进行分部完成整个工艺工序,提高生产加工效率,填补了鼓形兜孔保持架加工的技术空白。
技术研发人员:马帅,刘爽,高永和,尹健,赵阳
受保护的技术使用者:大连瑞谷科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!