一种冲压多级泵导流体焊接结构的制作方法
本发明涉及一种导流体焊接结构,具体涉及一种性能稳定性更优越,产品可靠性更高,失效风险更小的冲压多级泵导流体焊接结构。
背景技术:
1、目前,冲压多级泵广泛应用于供水、水处理、系统增压、暖通,医药等系统领域,但现有产品结构刚性差,水力性能低,零部件制造要求高,产品本身存在很多设计难题,困扰行业多年的产品可靠性问题一直没有得到很好解决,严重影响用户的用泵体验,甚至影响整个应用系统的正常安全运行。
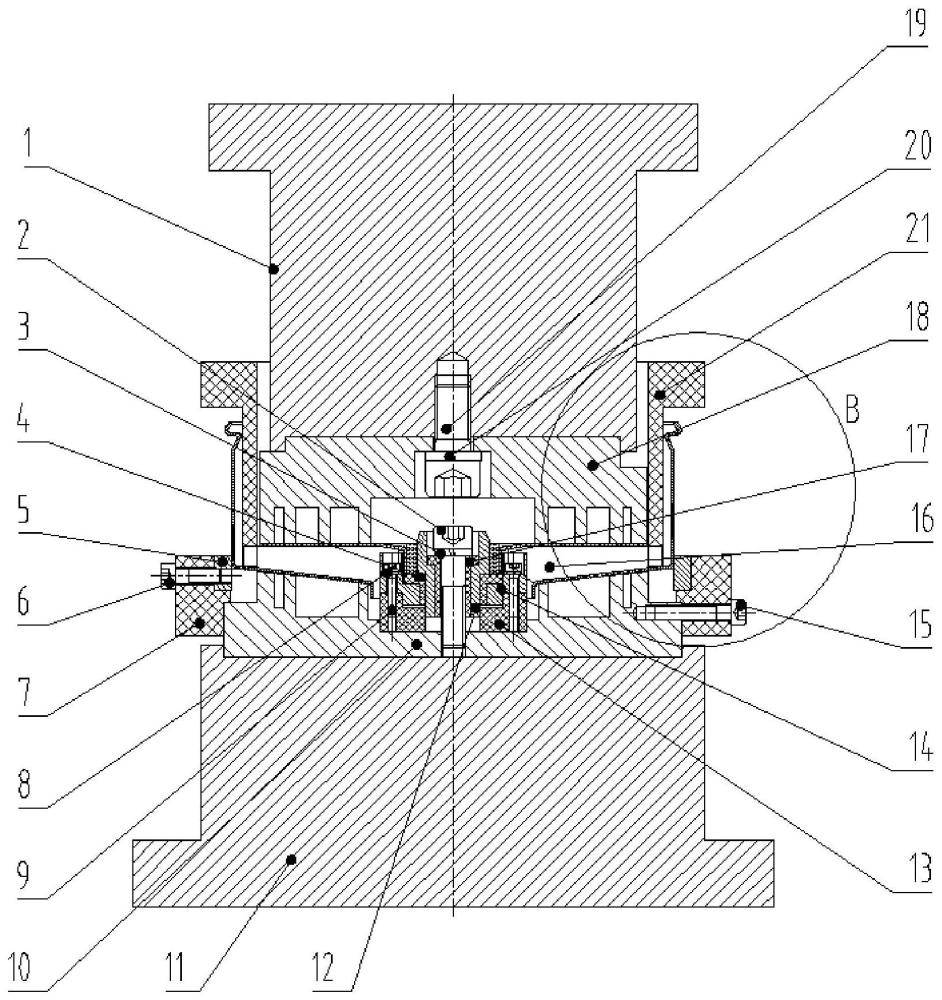
2、目前冲压多级泵导流体均采用凸点焊机焊接,但焊接强度都不太高,导流片容易撕裂,客户使用故障率高。图1为目前常见的焊接结构,图2为图1的局部放大图,图3为图1中的导流体组件的结构示意图,图4为图1中导流片的展开后的示意图,如上述图所示:图1为目前冲压多级泵导流体焊接较好的典型焊接结构,主要包括:上电极(1),螺钉(2),弹簧垫圈(3),夹套(4),导流体定位套(5),螺钉(6),外箍(7),弹簧垫圈(8),螺钉(9),下电极(10),下电极座(11),定位轴(12),垫块(13),导流片定位(14),螺钉(15),导流体(16)固定销(17),上电极(18),螺钉(19),弹簧垫圈(20)。通过上电极(18),下电极(10)导电,传递到导流体上,融化导流片上的小凸点与导流壳焊接在一起。
3、从图1可看出,其一,导叶片末端是活动的,顾在强压力下导叶片会移动,影响导流体水力性能。其二,由于导流体内装配有高速旋转的叶轮,叶轮如果在导流体内摩擦,会产生导叶片与导流壳变形严重着脱落,影响冲压泵的寿命,甚至造成泵效率下降严重着泵故障不能工作,潜在失效风险较大。
技术实现思路
1、针对上述问题,本发明的主要目的在于提供一种性能稳定性更优越,产品可靠性更高,失效风险更小的冲压多级泵导流体焊接结构。
2、本发明是通过下述技术方案来解决上述技术问题的:一种冲压多级泵导流体焊接结构,所述冲压多级泵导流体焊接结构包括:上电极座、下电极座、上电极、下电极、外箍、导流体定位套,导流体、导流片、导流壳、外箍、导流片定位块、垫块、导流片末端定位套。
3、上电极和下电极分别固定在上电极座和下电极座上,导流体位于上电极和下电极之间,导流体、导流片、导流壳三者之间焊接为导流体组件。
4、导流片末端定位套和导流片固定连接在一起;外箍固定在下电极上,导流体定位套和外箍固定在一起。
5、导流片定位块下端与垫块配合,上端刻有与导流片相同的凹槽,固定导流片,中间通过夹套、定位轴配合固定在导流体上。
6、垫块通过下端与下电极配合,上端与导流片定位块配合,并固定在一起。
7、导流片末端定位套加工有同导流片形状相同的卡槽,固定导叶片末端,另一端与导流壳配合。
8、在导流壳上冲出与导流片配合的圆孔,在导流片同样冲出导流片凸点,导流体焊接时导流片上凸点穿过导流壳圆孔,并使导流片凸点通过导流壳圆孔处,通过焊机高温融化凸点。
9、在本发明的具体实施例子中,上电极和下电极分别通过第五螺钉和第一螺钉固定在上电极座和下电极座上。
10、在本发明的具体实施例子中,导流片和导流体通过焊接的方式固定连接在一起。
11、在本发明的具体实施例子中,导流片末端定位套和导流片之间采用螺栓固定连接在一起。
12、在本发明的具体实施例子中,夹套、定位轴、固定销这三者通过螺栓固定在一起。
13、在本发明的具体实施例子中,外箍通过第四螺钉固定在下电极上,导流体定位套通过第二螺钉和外箍固定在一起。
14、在本发明的具体实施例子中,定位轴通过与导流体配合,并通过固定销用螺钉固定在下电极上。
15、本发明的积极进步效果在于:本发明提供的冲压多级泵导流体焊接结构与常见的技术相比有如下优点:1、导叶片末端设置定位工装,使导叶片前后都有定位,焊接后导叶片不在变形。
16、2、在导流壳上冲出与导流片配合的圆孔,在导流片同样冲出凸点,导流体焊接时导流片上凸点穿过导流壳小孔,并使导流片凸点通过导流壳开孔处,通过焊机高温融化凸点,使导流片完全与导流壳结合成一体,从而保证导流整体强度比改进前高2倍多,杜绝了冲压泵导流体在使用过程中导流片撕裂现象。
技术特征:
1.一种冲压多级泵导流体焊接结构,其特征在于:所述冲压多级泵导流体焊接结构包括:上电极座、下电极座、上电极、下电极、外箍、导流体定位套,导流体、导流片、导流壳、外箍、导流片定位块、垫块、导流片末端定位套;
2.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:上电极和下电极分别通过第五螺钉和第一螺钉固定在上电极座和下电极座上。
3.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:导流片和导流体通过焊接的方式固定连接在一起。
4.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:导流片末端定位套和导流片之间采用螺栓固定连接在一起。
5.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:夹套、定位轴、固定销这三者通过螺栓固定在一起。
6.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:外箍通过第四螺钉固定在下电极上,导流体定位套通过第二螺钉和外箍固定在一起。
7.根据权利要求1所述的冲压多级泵导流体焊接结构,其特征在于:定位轴通过与导流体配合,并通过固定销用螺钉固定在下电极上。
技术总结
本发明涉及一种冲压多级泵导流体焊接结构,在保留原有导流体焊接结构优点,不改变外形尺寸、焊接工装、导流体结构尺寸的情况下,增加导流片末端定位工装,增加导流片凸点。导流片末端定位,保证焊接时不会变形,并使导流片凸点通过导流壳开孔处,通过高温融化凸点,使导流片完全与导流壳结合成一体,从而保证导流整体强度比改进前高2倍多,杜绝了冲压泵导流体在使用过程中导流片撕裂现象,使之前的技术缺陷得到改善。
技术研发人员:卢国军,杨峻,李爱学
受保护的技术使用者:上海凯泉泵业(集团)有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!