一种薄壁多流道合金制件的焊接方法与流程
本发明涉及激光焊接,尤其是涉及一种薄壁多流道合金制件的焊接方法。
背景技术:
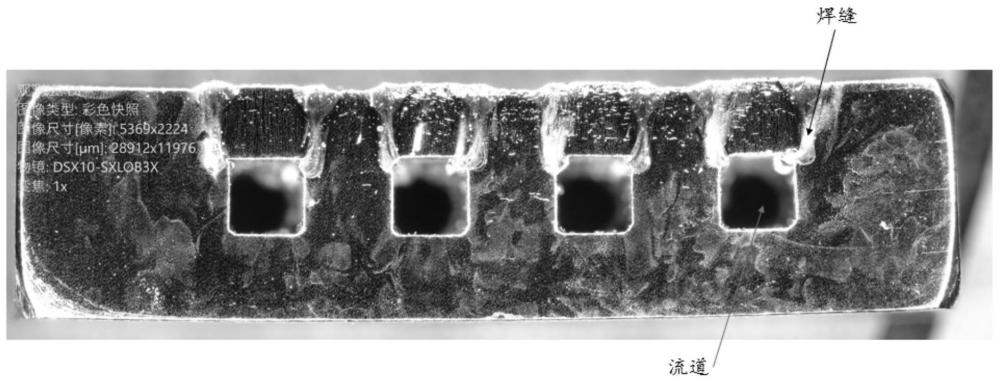
1、薄壁、多条内部流道结构尺寸精细,流道截面积较小,例如截面尺寸为2mm×2mm,从而导致难以精确的控制焊接工艺,难以使得零件焊缝的密封性良好但不会堵塞内孔减小流通面积。
2、ti2alnb合金作为一种轻质高温结构材料,具有优异的性能和广泛的应用前景。ti2alnb合金具有低密度、高承温能力、抗蠕变和抗氧化等优点,可以替代gh3536、gh4169等材料应用于航空航天热端结构部件,具有显著的结构减重效果。焊接是限制ti2alnb合金激光选区熔化成型制件应用的瓶颈之一。由于ti2alnb合金热导率低、焊接应力大,从而导致薄壁、多条内部流道结构的ti2alnb合金制件的焊接难度大,焊缝质量差,难以保证内部流道的连通性、密封性和整体结构的稳定性。
3、有鉴于此,特提出此发明。
技术实现思路
1、本发明的目的在于提供一种薄壁多流道合金制件的焊接方法,焊缝的密封性良好但不会堵塞流道减小流通面积;可用于薄壁多流道的ti2alnb合金制件的焊接,在保证流道整体结构稳定性的基础上,焊缝的焊接强度可以达到母材的90%以上,焊缝的延伸率与母材相当。
2、为了实现本发明的上述目的,特采用以下技术方案:
3、本发明提供了一种薄壁多流道合金制件的焊接方法,包括如下步骤:
4、s1、将薄壁多流道合金制件的第一分段结构件和第二分段结构件进行对焊后,得到第一合金件;
5、s2、将所述第一合金件的流道导通,得到第二合金件;
6、s3、将蒙皮盖板安装在所述第二合金件上,激光焊接后,得到所述薄壁多流道合金制件。
7、进一步地,所述薄壁多流道合金制件的材质包括ti2alnb合金。
8、进一步地,所述薄壁多流道合金制件的每条流道的横截面积为2~18mm2。
9、进一步地,所述薄壁多流道合金制件的每条流道的壁厚为1~3mm。
10、进一步地,步骤s1中,所述对焊包括激光焊接;
11、优选地,所述激光焊接的激光功率为4.8~5.2kw,扫描速度为1.6~2m/min。
12、进一步地,步骤s2中,采用机加工的方法将所述第一合金件的流道导通。
13、进一步地,步骤s2中,所述第二合金件设置有凹槽,所述凹槽的两侧设置有台阶;
14、所述凹槽的宽度为c,c=w1+w2,式中,w1为所述流道的宽度,w2为熔池宽度;
15、所述凹槽的深度与所述蒙皮盖板的厚度相同;
16、所述凹槽的台阶的宽度为0.3~0.4mm。
17、进一步地,步骤s3中,所述蒙皮盖板安装于所述第二合金件的凹槽的台阶上;
18、和/或,所述蒙皮盖板的宽度小于所述凹槽的宽度,且相差0.05~0.1mm;厚度为1.5~2mm。
19、进一步地,步骤s3中,所述激光焊接的激光功率为1.5~2kw,扫描速度为3.6~6m/min。
20、进一步地,步骤s3中,所述激光焊接的线能量≥200j/cm。
21、与现有技术相比,本发明的有益效果为:
22、本发明的薄壁多流道合金制件的焊接方法,首先对薄壁多流道合金制件的分段结构件进行实体对焊,然后导通流道,采用蒙皮盖板进行激光焊接,使得焊缝覆盖蒙皮与锁底结构实现密封,同时不会堵塞流道减小流通面积。
23、本发明的薄壁多流道合金制件的焊接方法可适用于薄壁、多条流道结构、尺寸精细、流道截面积较小的ti2alnb合金制件的焊接,焊接后的焊缝气密性良好,流道没有堵塞,流道的整体结构稳定性优异,焊缝的焊接强度可以达到母材的90%以上,焊缝的延伸率与母材相当,焊缝性能水平达到钛合金一级焊缝要求。
技术特征:
1.一种薄壁多流道合金制件的焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,所述薄壁多流道合金制件的材质包括ti2alnb合金。
3.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,所述薄壁多流道合金制件的每条流道的横截面积为2~18mm2。
4.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,所述薄壁多流道合金制件的每条流道的壁厚为1~3mm。
5.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s1中,所述对焊包括激光焊接;
6.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s2中,采用机加工的方法将所述第一合金件的流道导通。
7.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s2中,所述第二合金件设置有凹槽,所述凹槽的两侧设置有台阶;
8.根据权利要求7所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s3中,所述蒙皮盖板安装于所述第二合金件的凹槽的台阶上;
9.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s3中,所述激光焊接的激光功率为1.5~2kw,扫描速度为3.6~6m/min。
10.根据权利要求1所述的薄壁多流道合金制件的焊接方法,其特征在于,步骤s3中,所述激光焊接的线能量≥200j/cm。
技术总结
本发明涉及激光焊接技术领域,尤其是涉及一种薄壁多流道合金制件的焊接方法。本发明的一种薄壁多流道合金制件的焊接方法,包括如下步骤:S1、将薄壁多流道合金制件的第一分段结构件和第二分段结构件进行对焊后,得到第一合金件;S2、将所述第一合金件的流道导通,得到第二合金件;S3、将蒙皮盖板安装在所述第二合金件上,激光焊接后,得到所述薄壁多流道合金制件。本发明的薄壁多流道合金制件的焊接方法可适用于薄壁、多条流道结构、尺寸精细、流道截面积较小的合金制件的焊接,焊接后的焊缝气密性良好,流道没有堵塞,焊缝的焊接强度可以达到母材的90%以上,焊缝的延伸率与母材相当。
技术研发人员:张熹雯,黄鎏杰,董擎柱,霍俊美,彭世清,楚瑞坤,刘根,邹荣堃,秦贤,糜志豪,孙文锴
受保护的技术使用者:常州钢研极光增材制造有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!